 USD
USD
CNC-Codes für Fanuc
Probleme mit der FANUC-Programmierung
1. Bestimmung des Werkstückkoordinatensystems: Der Ursprung des CNC-Drehmaschinenprogramms wird normalerweise nach der Fertigstellung auf der rechten Endfläche des bearbeiteten Werkstücks festgelegt.
2. Bei der Programmierung der CNC-Drehmaschine kann diese entweder in absoluten Koordinaten (mit x, z), relativen Koordinaten (mit U, W) oder gemischten Koordinaten (X, W oder U, Z) programmiert werden.
3. Bei der Programmierung der CNC-Drehmaschine wird die Programmierung in X-Richtung in Durchmesserprogrammierung und Radiusprogrammierung unterteilt.
4. Bestimmung des Vor- und Rückzugswegs: Verwenden Sie beim Einschneiden einen Schnellvorschub, um sich dem Schnittstartpunkt des Werkstücks zu nähern. Der Schnittstartpunkt des Werkstücks basiert auf dem Prinzip, dass die Spitze des Werkzeugs nicht mit dem Werkstück kollidiert, wenn das Werkzeug diesen Punkt schnell erreicht.
FANUC häufig verwendete Befehle und Anwendungen
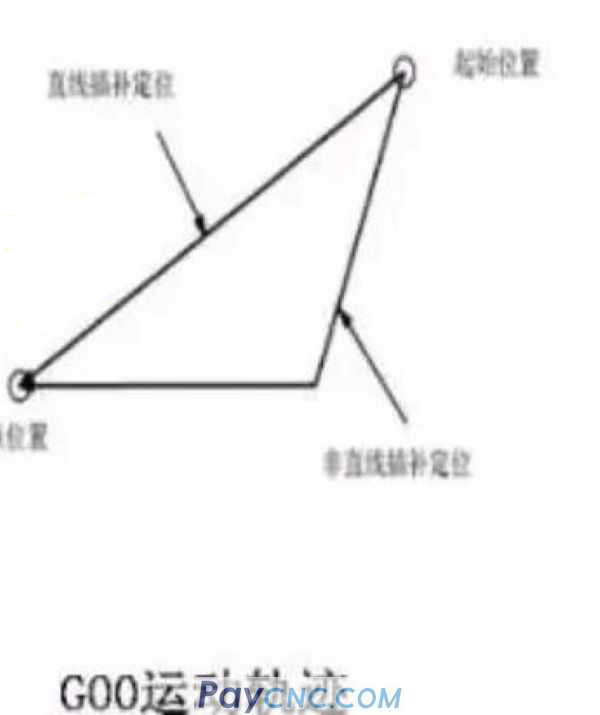
1. Schnellpunktpositionierung G00
Befehlsformat: G00X (U) Z (W)
Befehlsfunktion: Geben Sie den Werkzeughalter an, der mit der durch die Systemparameter der Werkzeugmaschine festgelegten Geschwindigkeit schnell vom aktuellen Punkt des Werkzeugpfostens zum Zielpunkt verschoben werden soll.
Unter diesen sind X und Z die Zielpositionswerte bei der Absolutwertprogrammierung und U und W sind die Inkrementalwerte in X- und Z-Richtung im Inkrementalwertprogrammiermodus.
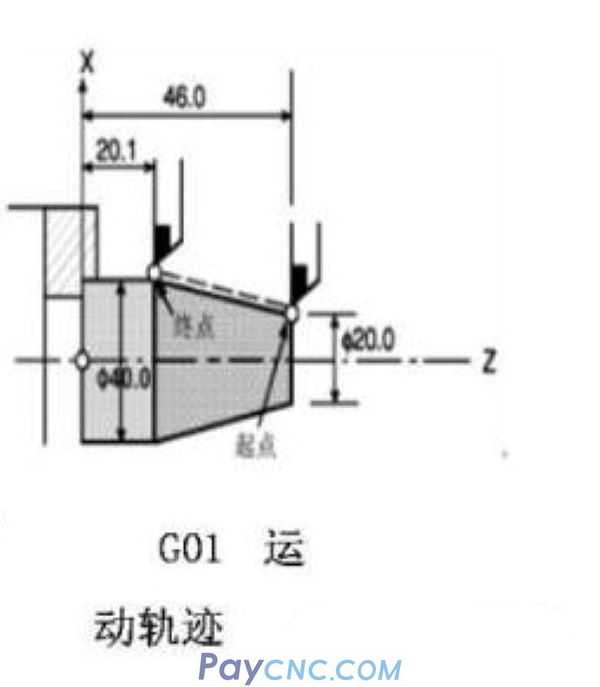
2. Lineare Interpolation G01
Befehlsformat: G01X (U) Z (W) F.
Befehlsfunktion: Befehlen Sie dem Werkzeug oder Werkstück, sich im linearen Interpolationsmodus mit der angegebenen Vorschubgeschwindigkeit an die angegebene Position zu bewegen, und das Werkzeug schneidet während des Vorschubs.
Darunter: X, Z sind die Koordinatenwerte des Zielpunkts und F ist die Vorschubgeschwindigkeit.
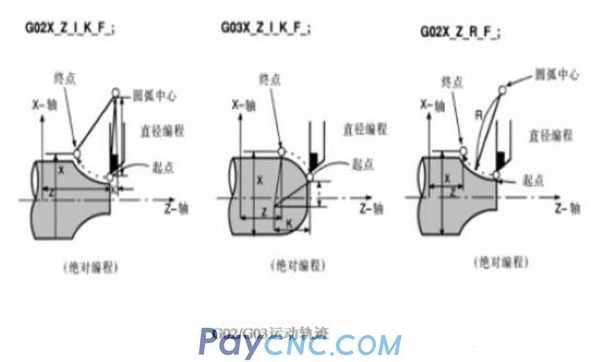
3. Kreisinterpolationsbefehl (G02, G03)
Befehlsformat: G02 G03 X (U) Z (W) R_____ I______ K______ F.
Befehlsfunktion: G02 ist eine Kreisinterpolation im Uhrzeigersinn, G03 ist eine Kreisinterpolation gegen den Uhrzeigersinn. Befehlen Sie dem Werkzeug oder Werkstück, eine Kreisinterpolation im Uhrzeigersinn (oder gegen den Uhrzeigersinn) mit der angegebenen Vorschubgeschwindigkeit durchzuführen.
Hinweis:
1. X und Z sind die Koordinaten des Endpunkts des Bogens.
2. R ist der Bogenradius. Der Radius R des Bogens kleiner als 180 ° nimmt einen positiven Wert an, und der Radius R des Bogens größer als 180 ° nimmt einen negativen Wert an. Der gesamte Kreis kann nicht mit dem Bogenradius R programmiert werden, sondern nur mit den Kreismittelpunktkoordinaten I und K.
3. I und K repräsentieren jeweils das Inkrement des Abstands zwischen dem Startpunkt des Bogens und dem Mittelpunkt des Bogens in X- und Z-Koordinatenrichtung. Ihre Richtung ist vom Startpunkt des Bogens bis zum Mittelpunkt des Kreises. Wenn die Richtung von I und K gleich der Koordinate ist, wird der positive Wert genommen, andernfalls wird der negative Wert genommen.
4. Anweisung G04 anhalten
Befehlsformat: G04X___G04U____G04 P___
Befehlsfunktion: Bei der Bearbeitung wie dem Bohren von Löchern, Drehen von Nuten und Drehen von Stufenwellen muss das Werkzeug in kurzer Zeit eine Glättung ohne Vorschub realisieren.
Unter diesen ist der Wert nach X und U die Pausenzeit in Sekunden. Der Wert MS nach P darf keine Dezimalstellen haben. Dieser Befehl ist ein nicht modaler Befehl. Wie zum Beispiel: G04 X5 G04 P2000
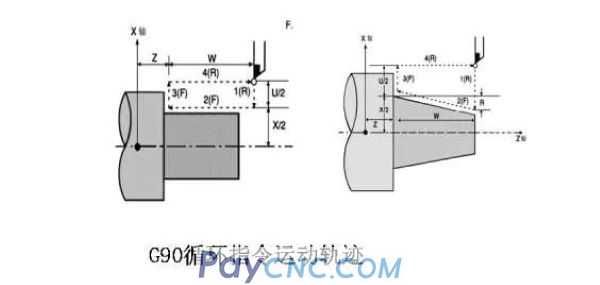
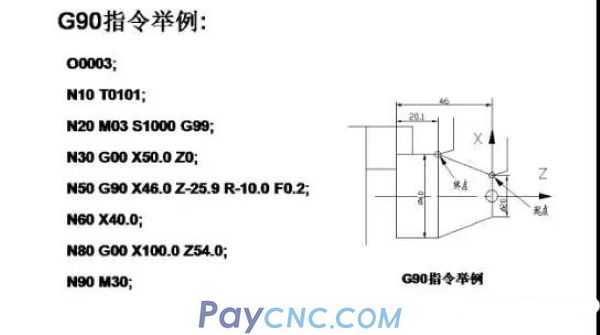
5. Einfacher Zyklusbefehl G90 zum Drehen des inneren und äußeren Zylinders / Kegels
Befehlsformat: G90 X (U) Z (W) R F.
Unter diesen sind X, Z, U, W, R (Radiusdifferenz) die gleichen wie G92, F gibt den Vorschub an
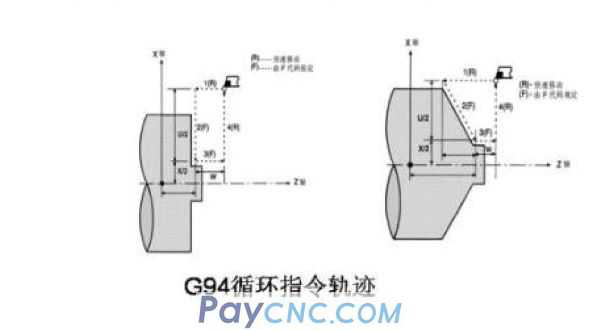
6. Schneiden Sie den einfachen Zyklus G94 der Stirnfläche / des Kegels
Befehlsformat: G94 X (U) Z (W) R F.
Unter diesen sind X, Z, U, W, R gleich 92, F gibt die Vorschubgeschwindigkeit an
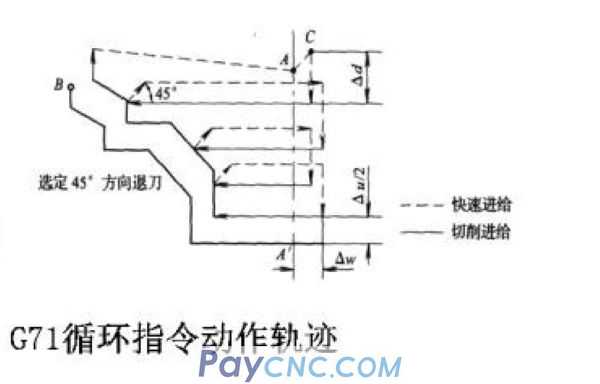
7. Externer Grobdreh-Verbundzyklusbefehl G71
Anweisungsformat: G71 U (Anzeige) R (e)
G71 P (ns) Q (nf) U (Au) W (Aw) F (f)
Anweisungsbeschreibung: ns ist die erste Blocknummer der Endbearbeitungsprogrammgruppe: nf ist die letzte Blocknummer der Endbearbeitungsprogrammgruppe: Ad ist die Schnitttiefe pro Schruppen (Radiuswertprogrammierung): e ist der Werkzeugrückzugsbetrag: Au Ist die Endbearbeitungszugabe in Richtung der x-Achse (Durchmesserwert): Aw ist die Endbearbeitungszugabe in Richtung der z-Achse.

Hinweis: Bewegungsspur für 71 Zyklusbefehle
1. Geben Sie den Werkzeugweg zwischen A und A in dem Block an, der G00 oder G01 mit der Seriennummer ns enthält. Die Bewegung entlang der Z-Achse kann in diesem Segment nicht angegeben werden. Der Werkzeugbewegungsbefehl muss senkrecht zur Z-Achse sein.
2. Der Werkzeugweg von A nach B muss auf der X- und Z-Achse monoton zunehmen oder abnehmen.
3. Das Programmsegment zwischen P (ns) und (nf) kann keine Unterroutine aufrufen
8. Befehl zum Beenden des Zyklus G70
Befehlsformat: G71 P (ns) Q (nf)
Befehlsfunktion: Wird zum Beenden des Zyklus nach dem Schruppzyklusbefehl G71, G72, G73 verwendet
Anmerkung 1. F, S, T beim Fertigdrehen werden zwischen P (ns) und Q (nf) angegeben.
2. Das Programmsegment zwischen P (ns) und Q (nf) kann keine Unterroutine aufrufen
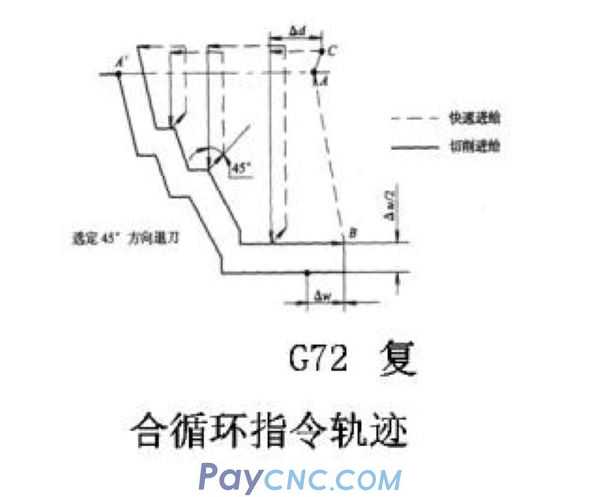
9. Endflächen-Grobdreh-Verbundzyklusbefehl G72
Befehlsformat: G72 W (Anzeige) R (Ae)
G72 P (ns) Q (nf) U (Au) W (Aw) F (f)
Anweisungsbeschreibung: Sie eignet sich zum groben Drehen der Endfläche von zylindrischen Rohlingen. Der Ausführungsprozess ist der gleiche wie bei der G71-Anweisung, außer dass das Drehen parallel zur X-Achse erfolgt. Anzeige ist die Schnitttiefe in Richtung der Z-Achse.
Hinweis: Befehlsspur mit geschlossenem Regelkreis
1. Geben Sie den Werkzeugweg zwischen A und A in dem Block an, der G00 oder G01 mit einer Seriennummer von ns enthält. Die Bewegung entlang der X-Achse kann in diesem Segment nicht angegeben werden. Der Befehl für die Werkzeugbewegung muss senkrecht zur X-Achse sein.
2. Der Werkzeugweg von A nach B muss auf der X- und Z-Achse monoton zunehmen oder abnehmen.
3. Das Programmsegment zwischen P (ns) und Q (nf) kann keine Unterroutine aufrufen

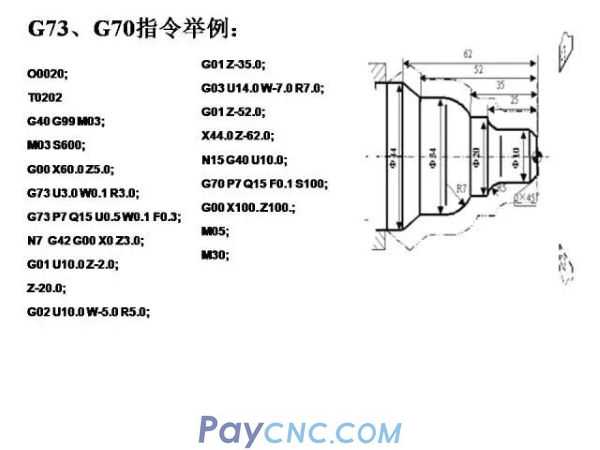
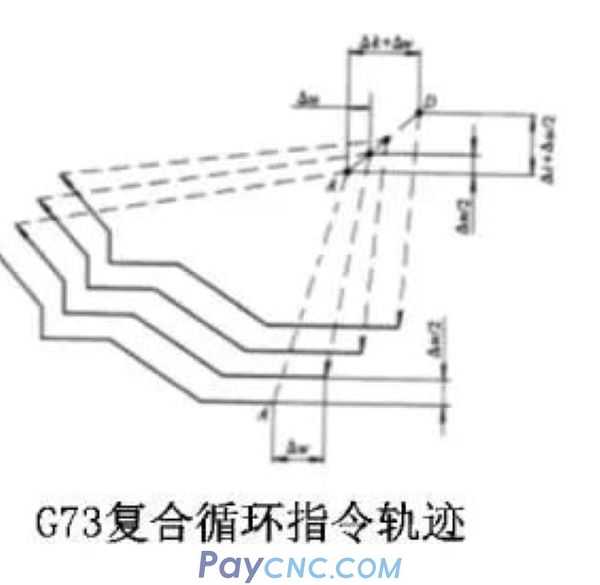
10. Befehl G73 zum Festschneiden der Form
G73 hat die gleiche Funktion wie G71 und G72, aber sein Werkzeugweg wird entsprechend der Endbearbeitungskontur des Werkstücks ausgeführt. Es eignet sich für die Grobbearbeitung von Rohrauh, die im Wesentlichen nahe an der Kontur des Teils liegt, wie z. B. das Grobdrehen von Gussstücken und das Schmieden von Rohteilen.
Anweisungsformat:
G73U (Ai) W (Ak) R.
G73 P (ns) Q (nf) U (Au) F (f)
i repräsentiert die Austrittsentfernung und -richtung entlang der X-Achse, k repräsentiert die Austrittsentfernung und -richtung entlang der Z-Achse, R gibt die Anzahl der Grobbearbeitungen an
11. Gewindedrehbezeichnung G32
Spezifiziertes Format: G32 X (U) Z (w) F.
Befehlsfunktion: Drehen von zylindrischen und konischen Gewinden. X und Z sind die Endpositionswerte während der absoluten Programmierung: U und W sind die Inkrementalwerte in X- und Z-Richtung während der Inkrementalprogrammierung: F ist der Thread-Leitwert.

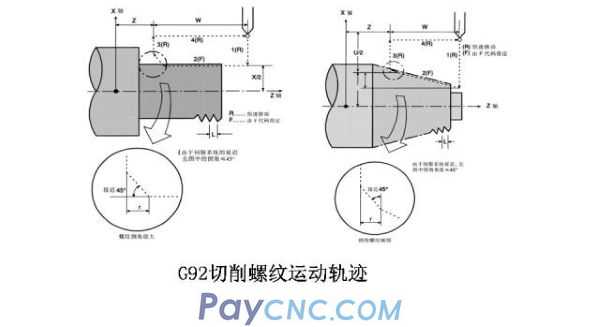
12. Befehl zum Drehen des Gewindedrehzyklus G92
Der Befehl zum Drehen des Fadens betrachtet die vier Aktionen "Schneiden in einem Fadenschneiden-Zurückziehen-Zurückführen" als einen Zyklus und wird von einem Block befohlen.
Befehlsformat: G92 X (U) Z (W) R F.
Unter diesen sind X (U), Z (W) der Endwert des Gewindeschneidens: R ist die Radiusdifferenz zwischen dem Startpunkt des Gewindeschneidens und dem Ende des Schneidens, F ist der Gewindesteigungswert.
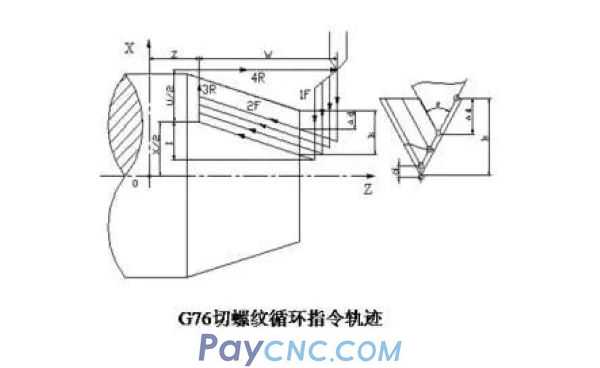
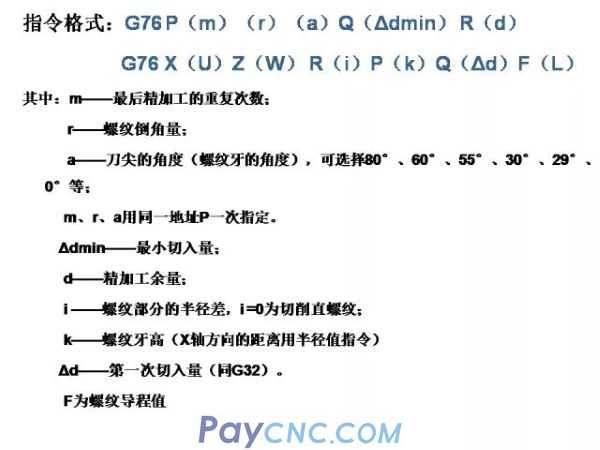
13. Befehl G76 zum Schneiden von Verbundgewinden
Es kann alle Bearbeitungsaufgaben eines Gewindesegments ausführen, und seine Vorschubmethode ist vorteilhaft, um die Schnittbedingungen des Werkzeugs zu verbessern
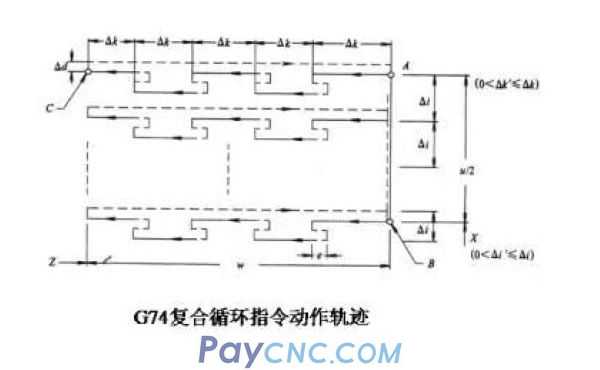
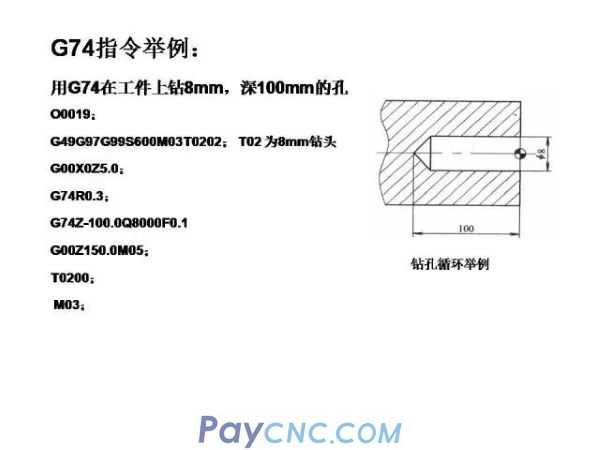

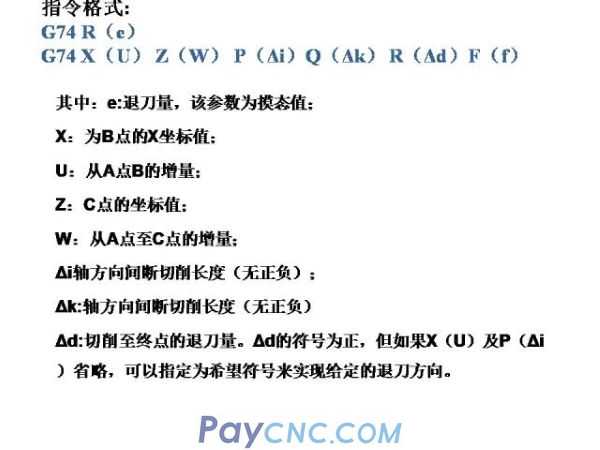
14. Befehl G74 zum Bohren von Verbundzyklen für tiefe Löcher
Die Befehlsbewegungsspur ist in der Abbildung dargestellt, und das Brechen von Chips kann im Zyklus behandelt werden. Wenn X (U) P (Ai) und (Ad) weggelassen werden, wird das Ergebnis nur zum Bohren auf der Z-Achse bearbeitet
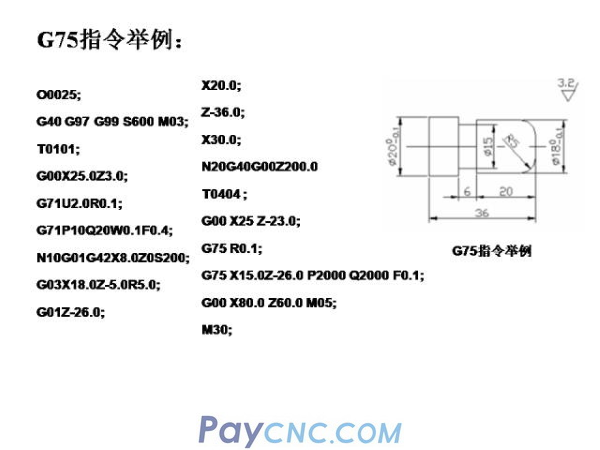
15. Befehl G75 für externen und internen Rillzyklus
Die Befehlsbewegungsspur ist in der Abbildung dargestellt, die für die Rillen- und Schnittbearbeitung verwendet werden kann.
Anweisungsformat:
G75R (e)
G75X (U) Z (W) P (Ai) Q (Ak) R (Ad) F (f)
Die Bedeutung jedes Parameters ist dieselbe wie bei G74

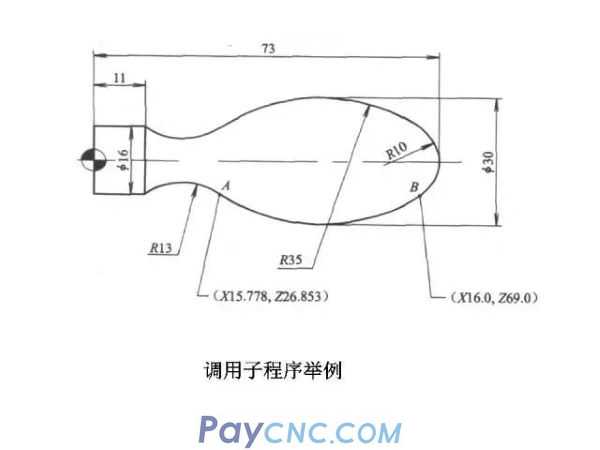
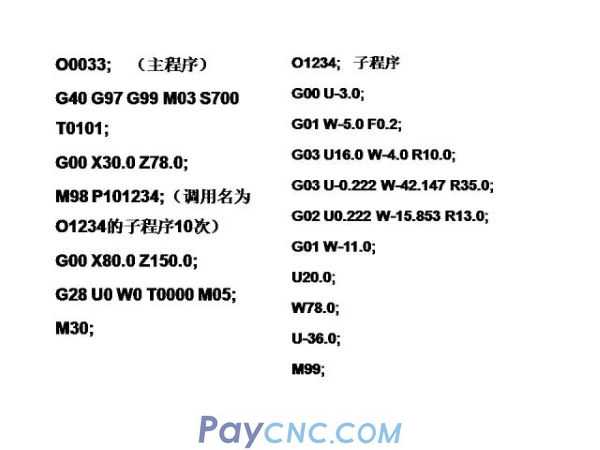
16. Unterprogramm aufrufen
Wenn bei der Teileverarbeitung ein bestimmter Verarbeitungsinhalt wiederholt angezeigt wird, kompilieren Sie den wiederholten Verarbeitungsinhalt als Unterprogramm und schließen Sie die Verarbeitung durch Aufrufen des Unterprogramms ab, was das Programm erheblich vereinfachen kann. Befehlsformat: M98 P; Unterprogrammaufruf M99; Unterprogrammrückgabe
Darunter: P kann 8 Ziffern angeben, die ersten vier Ziffern geben die Anzahl der Unterprogrammaufrufe an und die letzten vier Ziffern geben die Programmnummer an
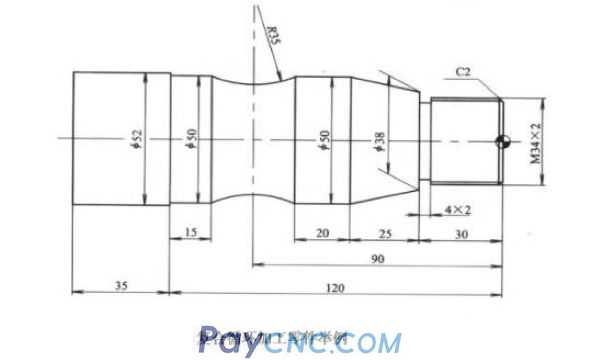
Beispiel 2: Bearbeitung der in der folgenden Abbildung gezeigten Teile, das Werkstückmaterial ist 45 # Stahl, die Rohlingsgröße ist 52 und die Rauheit Ra ist 1,6 um. Schreiben Sie ein Teileverarbeitungsprogramm
Stellen Sie das Werkstückkoordinatensystem wie in der Abbildung gezeigt ein. Der Prozessweg ist: grobes Drehen des äußeren Kreises - feines Drehen des äußeren Kreises - Einstechen - Einfädeln - konkaves rundes Drehen
Verwenden Sie das externe Drehwerkzeug T01 Y01, das Gewinde und das konkave Schneidwerkzeug T03, das Schnellstahl-Nutwerkzeug T02, die Werkzeugbreite 4 mm

1. Bestimmung des Werkstückkoordinatensystems: Der Ursprung des CNC-Drehmaschinenprogramms wird normalerweise nach der Fertigstellung auf der rechten Endfläche des bearbeiteten Werkstücks festgelegt.
2. Bei der Programmierung der CNC-Drehmaschine kann diese entweder in absoluten Koordinaten (mit x, z), relativen Koordinaten (mit U, W) oder gemischten Koordinaten (X, W oder U, Z) programmiert werden.
3. Bei der Programmierung der CNC-Drehmaschine wird die Programmierung in X-Richtung in Durchmesserprogrammierung und Radiusprogrammierung unterteilt.
4. Bestimmung des Vor- und Rückzugswegs: Verwenden Sie beim Einschneiden einen Schnellvorschub, um sich dem Schnittstartpunkt des Werkstücks zu nähern. Der Schnittstartpunkt des Werkstücks basiert auf dem Prinzip, dass die Spitze des Werkzeugs nicht mit dem Werkstück kollidiert, wenn das Werkzeug diesen Punkt schnell erreicht.
FANUC häufig verwendete Befehle und Anwendungen
1. Schnellpunktpositionierung G00
Befehlsformat: G00X (U) Z (W)
Befehlsfunktion: Geben Sie den Werkzeughalter an, der mit der durch die Systemparameter der Werkzeugmaschine festgelegten Geschwindigkeit schnell vom aktuellen Punkt des Werkzeugpfostens zum Zielpunkt verschoben werden soll.
Unter diesen sind X und Z die Zielpositionswerte bei der Absolutwertprogrammierung und U und W sind die Inkrementalwerte in X- und Z-Richtung im Inkrementalwertprogrammiermodus.
2. Lineare Interpolation G01
Befehlsformat: G01X (U) Z (W) F.
Befehlsfunktion: Befehlen Sie dem Werkzeug oder Werkstück, sich im linearen Interpolationsmodus mit der angegebenen Vorschubgeschwindigkeit an die angegebene Position zu bewegen, und das Werkzeug schneidet während des Vorschubs.
Darunter: X, Z sind die Koordinatenwerte des Zielpunkts und F ist die Vorschubgeschwindigkeit.
3. Kreisinterpolationsbefehl (G02, G03)
Befehlsformat: G02 G03 X (U) Z (W) R_____ I______ K______ F.
Befehlsfunktion: G02 ist eine Kreisinterpolation im Uhrzeigersinn, G03 ist eine Kreisinterpolation gegen den Uhrzeigersinn. Befehlen Sie dem Werkzeug oder Werkstück, eine Kreisinterpolation im Uhrzeigersinn (oder gegen den Uhrzeigersinn) mit der angegebenen Vorschubgeschwindigkeit durchzuführen.
Hinweis:
1. X und Z sind die Koordinaten des Endpunkts des Bogens.
2. R ist der Bogenradius. Der Radius R des Bogens kleiner als 180 ° nimmt einen positiven Wert an, und der Radius R des Bogens größer als 180 ° nimmt einen negativen Wert an. Der gesamte Kreis kann nicht mit dem Bogenradius R programmiert werden, sondern nur mit den Kreismittelpunktkoordinaten I und K.
3. I und K repräsentieren jeweils das Inkrement des Abstands zwischen dem Startpunkt des Bogens und dem Mittelpunkt des Bogens in X- und Z-Koordinatenrichtung. Ihre Richtung ist vom Startpunkt des Bogens bis zum Mittelpunkt des Kreises. Wenn die Richtung von I und K gleich der Koordinate ist, wird der positive Wert genommen, andernfalls wird der negative Wert genommen.
4. Anweisung G04 anhalten
Befehlsformat: G04X___G04U____G04 P___
Befehlsfunktion: Bei der Bearbeitung wie dem Bohren von Löchern, Drehen von Nuten und Drehen von Stufenwellen muss das Werkzeug in kurzer Zeit eine Glättung ohne Vorschub realisieren.
Unter diesen ist der Wert nach X und U die Pausenzeit in Sekunden. Der Wert MS nach P darf keine Dezimalstellen haben. Dieser Befehl ist ein nicht modaler Befehl. Wie zum Beispiel: G04 X5 G04 P2000
5. Einfacher Zyklusbefehl G90 zum Drehen des inneren und äußeren Zylinders / Kegels
Befehlsformat: G90 X (U) Z (W) R F.
Unter diesen sind X, Z, U, W, R (Radiusdifferenz) die gleichen wie G92, F gibt den Vorschub an
6. Schneiden Sie den einfachen Zyklus G94 der Stirnfläche / des Kegels
Befehlsformat: G94 X (U) Z (W) R F.
Unter diesen sind X, Z, U, W, R gleich 92, F gibt die Vorschubgeschwindigkeit an
7. Externer Grobdreh-Verbundzyklusbefehl G71
Anweisungsformat: G71 U (Anzeige) R (e)
G71 P (ns) Q (nf) U (Au) W (Aw) F (f)
Anweisungsbeschreibung: ns ist die erste Blocknummer der Endbearbeitungsprogrammgruppe: nf ist die letzte Blocknummer der Endbearbeitungsprogrammgruppe: Ad ist die Schnitttiefe pro Schruppen (Radiuswertprogrammierung): e ist der Werkzeugrückzugsbetrag: Au Ist die Endbearbeitungszugabe in Richtung der x-Achse (Durchmesserwert): Aw ist die Endbearbeitungszugabe in Richtung der z-Achse.
Hinweis: Bewegungsspur für 71 Zyklusbefehle
1. Geben Sie den Werkzeugweg zwischen A und A in dem Block an, der G00 oder G01 mit der Seriennummer ns enthält. Die Bewegung entlang der Z-Achse kann in diesem Segment nicht angegeben werden. Der Werkzeugbewegungsbefehl muss senkrecht zur Z-Achse sein.
2. Der Werkzeugweg von A nach B muss auf der X- und Z-Achse monoton zunehmen oder abnehmen.
3. Das Programmsegment zwischen P (ns) und (nf) kann keine Unterroutine aufrufen
8. Befehl zum Beenden des Zyklus G70
Befehlsformat: G71 P (ns) Q (nf)
Befehlsfunktion: Wird zum Beenden des Zyklus nach dem Schruppzyklusbefehl G71, G72, G73 verwendet
Anmerkung 1. F, S, T beim Fertigdrehen werden zwischen P (ns) und Q (nf) angegeben.
2. Das Programmsegment zwischen P (ns) und Q (nf) kann keine Unterroutine aufrufen
9. Endflächen-Grobdreh-Verbundzyklusbefehl G72
Befehlsformat: G72 W (Anzeige) R (Ae)
G72 P (ns) Q (nf) U (Au) W (Aw) F (f)
Anweisungsbeschreibung: Sie eignet sich zum groben Drehen der Endfläche von zylindrischen Rohlingen. Der Ausführungsprozess ist der gleiche wie bei der G71-Anweisung, außer dass das Drehen parallel zur X-Achse erfolgt. Anzeige ist die Schnitttiefe in Richtung der Z-Achse.
Hinweis: Befehlsspur mit geschlossenem Regelkreis
1. Geben Sie den Werkzeugweg zwischen A und A in dem Block an, der G00 oder G01 mit einer Seriennummer von ns enthält. Die Bewegung entlang der X-Achse kann in diesem Segment nicht angegeben werden. Der Befehl für die Werkzeugbewegung muss senkrecht zur X-Achse sein.
2. Der Werkzeugweg von A nach B muss auf der X- und Z-Achse monoton zunehmen oder abnehmen.
3. Das Programmsegment zwischen P (ns) und Q (nf) kann keine Unterroutine aufrufen
10. Befehl G73 zum Festschneiden der Form
G73 hat die gleiche Funktion wie G71 und G72, aber sein Werkzeugweg wird entsprechend der Endbearbeitungskontur des Werkstücks ausgeführt. Es eignet sich für die Grobbearbeitung von Rohrauh, die im Wesentlichen nahe an der Kontur des Teils liegt, wie z. B. das Grobdrehen von Gussstücken und das Schmieden von Rohteilen.
Anweisungsformat:
G73U (Ai) W (Ak) R.
G73 P (ns) Q (nf) U (Au) F (f)
i repräsentiert die Austrittsentfernung und -richtung entlang der X-Achse, k repräsentiert die Austrittsentfernung und -richtung entlang der Z-Achse, R gibt die Anzahl der Grobbearbeitungen an
11. Gewindedrehbezeichnung G32
Spezifiziertes Format: G32 X (U) Z (w) F.
Befehlsfunktion: Drehen von zylindrischen und konischen Gewinden. X und Z sind die Endpositionswerte während der absoluten Programmierung: U und W sind die Inkrementalwerte in X- und Z-Richtung während der Inkrementalprogrammierung: F ist der Thread-Leitwert.
12. Befehl zum Drehen des Gewindedrehzyklus G92
Der Befehl zum Drehen des Fadens betrachtet die vier Aktionen "Schneiden in einem Fadenschneiden-Zurückziehen-Zurückführen" als einen Zyklus und wird von einem Block befohlen.
Befehlsformat: G92 X (U) Z (W) R F.
Unter diesen sind X (U), Z (W) der Endwert des Gewindeschneidens: R ist die Radiusdifferenz zwischen dem Startpunkt des Gewindeschneidens und dem Ende des Schneidens, F ist der Gewindesteigungswert.
13. Befehl G76 zum Schneiden von Verbundgewinden
Es kann alle Bearbeitungsaufgaben eines Gewindesegments ausführen, und seine Vorschubmethode ist vorteilhaft, um die Schnittbedingungen des Werkzeugs zu verbessern
14. Befehl G74 zum Bohren von Verbundzyklen für tiefe Löcher
Die Befehlsbewegungsspur ist in der Abbildung dargestellt, und das Brechen von Chips kann im Zyklus behandelt werden. Wenn X (U) P (Ai) und (Ad) weggelassen werden, wird das Ergebnis nur zum Bohren auf der Z-Achse bearbeitet
15. Befehl G75 für externen und internen Rillzyklus
Die Befehlsbewegungsspur ist in der Abbildung dargestellt, die für die Rillen- und Schnittbearbeitung verwendet werden kann.
Anweisungsformat:
G75R (e)
G75X (U) Z (W) P (Ai) Q (Ak) R (Ad) F (f)
Die Bedeutung jedes Parameters ist dieselbe wie bei G74
16. Unterprogramm aufrufen
Wenn bei der Teileverarbeitung ein bestimmter Verarbeitungsinhalt wiederholt angezeigt wird, kompilieren Sie den wiederholten Verarbeitungsinhalt als Unterprogramm und schließen Sie die Verarbeitung durch Aufrufen des Unterprogramms ab, was das Programm erheblich vereinfachen kann. Befehlsformat: M98 P; Unterprogrammaufruf M99; Unterprogrammrückgabe
Darunter: P kann 8 Ziffern angeben, die ersten vier Ziffern geben die Anzahl der Unterprogrammaufrufe an und die letzten vier Ziffern geben die Programmnummer an
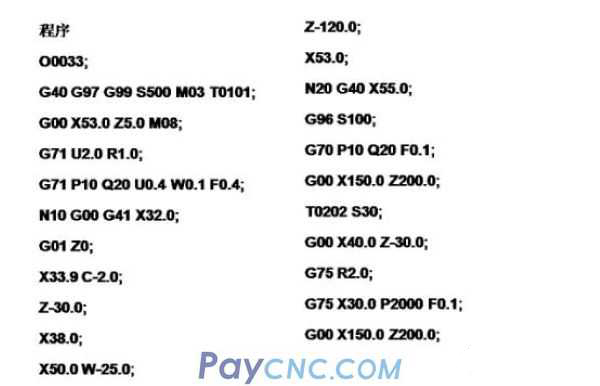
Beispiel 2: Bearbeitung der in der folgenden Abbildung gezeigten Teile, das Werkstückmaterial ist 45 # Stahl, die Rohlingsgröße ist 52 und die Rauheit Ra ist 1,6 um. Schreiben Sie ein Teileverarbeitungsprogramm
Stellen Sie das Werkstückkoordinatensystem wie in der Abbildung gezeigt ein. Der Prozessweg ist: grobes Drehen des äußeren Kreises - feines Drehen des äußeren Kreises - Einstechen - Einfädeln - konkaves rundes Drehen
Verwenden Sie das externe Drehwerkzeug T01 Y01, das Gewinde und das konkave Schneidwerkzeug T03, das Schnellstahl-Nutwerkzeug T02, die Werkzeugbreite 4 mm




