 USD
USD
CNC lathe accurate tool setting
This article is a very practical article. The article first introduces the principle and method of tool setting of the "trial cutting method" commonly used on CNC lathes. Then, it introduces the four manual trial cutting methods of CNC turning system ; In order to improve its tool setting accuracy, according to the idea of “automatic test cutting → measurement → error compensation”, a program-controlled automatic test cutting method is designed, and four precise tool setting methods are summarized and introduced
1 Principles and thoughts of trial cutting of CNC lathe
An in-depth understanding of the tool setting principle of CNC lathes is instructive for operators to maintain clear tool setting ideas, master the tool setting operation, and propose new tool setting methods. The essence of tool setting is to determine the position of the program origin of the workpiece coordinate system that changes with programming in the unique machine coordinate system. The main work of tool setting is to obtain the machine coordinates of the starting point of the reference tool program and determine the tool offset of the non-reference tool relative to the reference tool.
This article makes the following conventions to explain the principle and ideas of the trial cutting method: using the Chinese medieval star teaching turning system HNC-21T (application software version number 5.30); the center of the right end of the workpiece as the program origin, set with G92 instructions Workpiece coordinate system; diameter programming, workpiece coordinates of program starting point H are (100, 50); four tools are mounted on the tool post: No. 1 knife is a 90 ° outer rough turning tool, and No. 2 reference knife is a 90 ° outer precision turning Knife, No. 3 is a cutting knife, No. 4 is a 60 ° triangular thread knife (the examples given throughout this article are the same).
As shown in Fig. 1, the reference knife displays the X and Z machine coordinates of the trial cutting point A according to the "circle and end face of the manual trial cutting workpiece, respectively. The machine coordinates of the origin O of the launch program → the origin of the launch program H "Machine tool coordinates." According to the relationship between the machine coordinates of point A and O: XO = XA-Φd, ZO = ZA, the machine coordinates of the program origin O can be derived. Then according to the workpiece coordinate of H relative to O point is (100,50), the machine coordinate of H point is finally derived: XH = 100-Φd, ZH = ZA + 50. The workpiece coordinate system established in this way is a workpiece coordinate system based on the position of the tip of the reference tool.
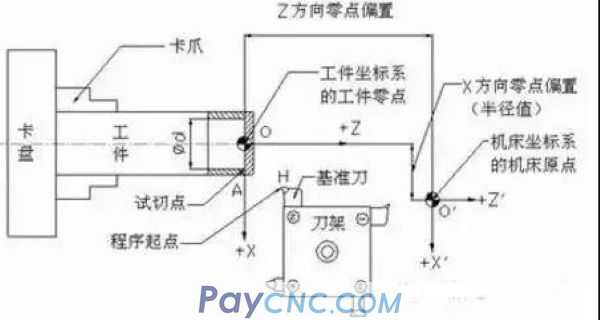
Figure 1 Schematic diagram of manual trial cutting
As shown in Figure 2, due to the different extensions and positions of the tool holders in the X and Z directions of the tool holder, when the non-reference tool is indexed to the machining position, the tool tip position B is offset relative to point A. The original workpiece coordinate system is no longer applicable. In addition, each tool will wear to different degrees during use, so the tool offset and wear value of each tool need to be compensated. The basic principle of obtaining the offset of each knife is: each knife is aligned with a reference point on the workpiece (such as point A or O in Figure 1). Because the machine coordinates displayed by the CRT are different, the non-reference tool is at this point. The machine tool coordinates at the point are subtracted from the machine coordinates of the reference tool at the same point by manual calculation or system software calculation to obtain the tool offset of each non-reference tool.
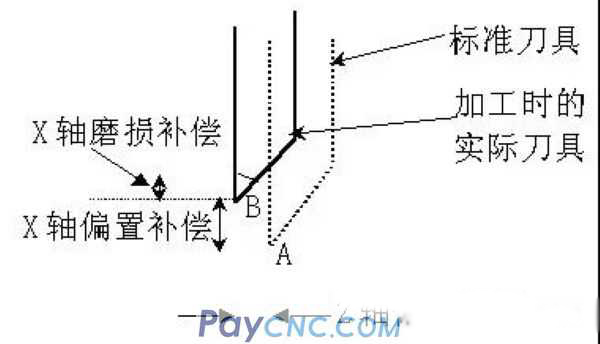
Figure 2 Tool offset and wear compensation
Affected by many factors, the precision of manual trial cutting tool setting is very limited. The tool setting at this stage is called rough tool setting. In order to get more accurate results, as shown in Figure 3, before the machining, a simple automatic trial cutting program is designed within the range of the machining allowance of the part. Through the idea of "automatic trial cutting → measurement → error compensation", the reference knife is repeatedly adjusted. The starting point of the program and the tool offset of the non-reference tool make the error between the program processing command value and the actual measured value reach the accuracy requirement. The tool setting at this stage is called precise tool setting.
Because ensuring the starting point of the reference knife program is at the exact position is a prerequisite for obtaining accurate non-reference knife offsets, the former is generally corrected before the latter.
Based on these two stages of tool setting, the basic operation procedure of the test cutting method is as follows: Manually cut with a reference knife to obtain the machine coordinates of the reference point of the tool → manually calculate or automatically obtain the offset of each non-reference tool → reference The knife is at the approximate starting point of the program → The reference knife repeatedly calls the trial cutting program. After measuring the size, move the tool post in step or MDI mode to compensate for the error, and correct the position of the starting point of the program → Non-reference knife repeatedly calls the trial cutting program. Correct the tool offset based on the tool offset → the reference tool stays at the exact starting point of the program.
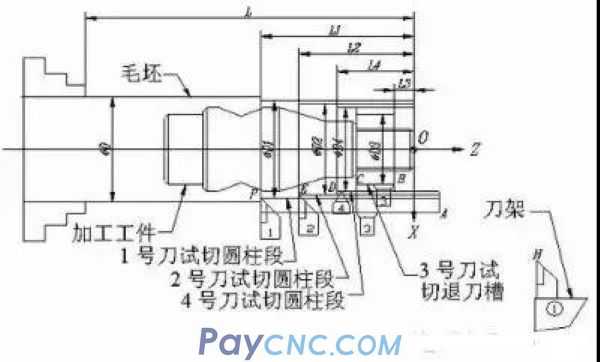
Figure 3 Schematic diagram of multi-knife trial cutting
Summary of several rough knife setting methods
The preparation of the tool setting is the same for each of the following methods: Press the F2 key in the system MDI function sub-menu to enter the tool offset table; use the ▲ and keys to move the blue light bar to the position of the corresponding tool offset number of the tool and press F5 Key; change the X offset and Z offset data of the tool offset numbers # 0000, # 0001, # 0002, # 0003, # 0004 to zero, and then press the F5 key.
1. Select the standard knife as the standard knife, and automatically set the knife offset method
As shown in Figures 1 and 4, the steps for tool setting are as follows:
1) Use the ▲ and ▲ keys to move the blue light bar to the position of # 0002, the offset number of the reference knife No. 2 and press F5 to set the No. 2 knife as the standard tool.
2) Trial cut the right end face of the workpiece with a reference knife and record the Z machine coordinate of trial cutting point A; Trial cut the workpiece outer circle, record the X machine coordinate of point A, stop after retracting, and measure the outer diameter ΦD of the cut shaft segment.
3) The reference knife returns to point A in the "Jog + Step" mode according to the recorded value. Enter ΦD and zero in the trial cutting diameter and trial cutting length of the tool offset table.
4) Withdraw the tool, select the tool number of the non-reference tool to manually change the tool, and let the non-reference tool's tip be visually aligned with point A through the "Jog + Step" method under the spindle rotation, and then respectively at the corresponding tool deviation Enter ΦD and zero in the trial cutting diameter column and trial cutting length column of No., the tool offset of each non-reference knife will be automatically displayed in the X and Z offset columns.
5) After the reference knife returns to point A, MDI runs "G91 G00 / or G01 X [100-ΦD] Z50" to make it at the starting position of the program
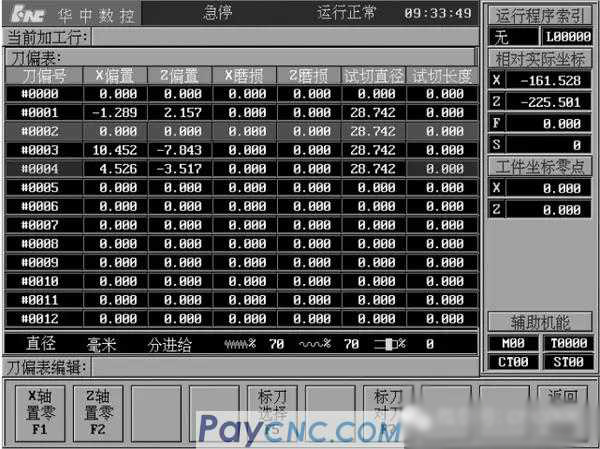
Figure 4 Schematic diagram of automatic setting of the offset of the reference knife as the standard knife
2. Set the coordinates of the reference tool at the reference point of tool setting to zero, and automatically display the tool offset method
As shown in Figures 1 and 5, the steps for tool setting are as follows:
1) Same as step (2).
2) The reference knife returns to the trial cutting point A by "Jog + Step" according to the recorded value.
3) Press the F1 key "Z-axis to zero" on the interface in Figure 4, and press the F2 key "Z-axis to zero", then the "relative actual coordinates" displayed by the CRT is (0, 0).
4) Manually change the non-reference knife so that the tip of the knife is aligned with point A. At this time, the value of "relative actual coordinates" displayed on the CRT is the offset of the knife relative to the reference knife. Use the ▲ and keys to move the blue Bright bar to the offset number of the non-reference knife, record and enter it to the corresponding position respectively.
5) The same as step (5).

Figure 5 Schematic diagram of automatic display of tool offset when the reference tool coordinates are set to zero
3 Multi-cutter trial cutting of external shaft segment, manual calculation to obtain the cutter offset method
As shown in Figure 6, the system aligned the No. 1, 2, and 4 cutters in the manual state, and cut out a step axis to record the machine coordinates of the end points of each cutter (points F, E, and D in Figure 6). And measure the diameter and length of each segment. Change the No. 3 cutting knife, cut an undercut, set the knife at the right point of the cutting knife, record the coordinates of point B, and measure ΦD3 and L3 as shown in the figure. After obtaining the above data, according to the coordinate increment relationship between the F, E, D, B points corresponding to each tool and the program origin O, it can be known that the machine coordinates of the program starting point of the reference tool are (X2-ΦD2 + 100, Z2-L2 + 50); Moreover, the machine coordinates of the program origin of each non-reference tool can be derived and the tool offset can be obtained by manual calculation. The calculation method is shown in Table 1. Fill in the corresponding space with the recorded value and calculated value. It should be noted here that the trial cutting length refers to the directional distance in the Z direction between the workpiece coordinate zero point and the trial cutting end point. The positive and negative directions are determined according to the coordinate axis direction.
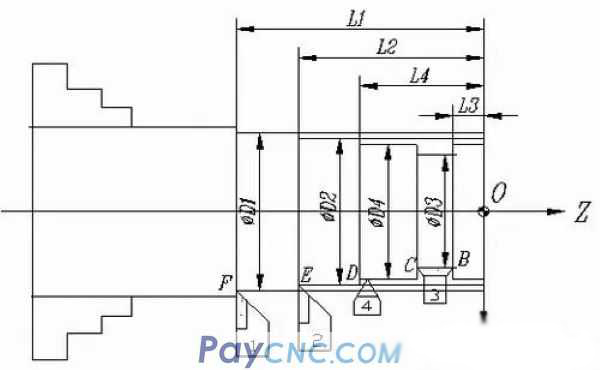
Figure 6 Schematic diagram of multi-knife manual trial cutting

Table 1 Tool offset calculation table for non-reference tools
The trial cutting process of this method is simple, eliminating the need to visually align the trial cutting points, but the knife offset needs to be calculated manually. If the calculation table containing the calculation formula is printed out, and the value is filled in the corresponding space for calculation, the tool offset can be calculated quickly.

Figure 7 Schematic diagram of automatic tool setting of CNC system
4th century star turning CNC system, multi-tool automatic tool setting method
The above-mentioned knife setting methods are relative knife offset methods. HNC-21T can set the parameters and debug the system by professionals. It also allows users to select the "absolute tool offset" tool setting. The absolute tool offset method is slightly different from the aforementioned relative tool offset method in the processing program. It is not necessary to use G92 or G54 to establish the workpiece coordinate system, and it is not necessary to cancel the tool compensation. For an example, see program O1005. The steps for setting the knife are as follows: After the system returns to zero, as shown in Figure 6, let each knife manually cut a cylindrical segment, measure the diameter and length, and fill in the corresponding knife offset number of each knife as shown in Figure 7. The trial cutting diameter is in the trial cutting length column. According to the principle described in "Multi-tool Trial Cutting Outer Axis Segment, Manual Calculation to Obtain the Tool Offset Method", the system software can automatically calculate the machine coordinates of the corresponding program origin of each tool. To achieve the purpose of automatic tool setting. This tool setting method is the fastest and is especially suitable for industrial production.
Summary of 5 kinds of accurate tool setting methods
The general idea of the precise tool setting stage is "automatic trial cutting → measurement → error compensation". There are two cases of error compensation: for the reference tool MDI running or stepping tool holder to compensate its program starting position; for non-reference tools, its tool offset or wear value is compensated. To avoid record confusion, design the table shown in Table 2 and calculate the value.

Method setting record table (unit: mm)
1. After the reference knife corrects the starting position of the program, adjust the non-reference knife offset method separately.
As shown in Figure 3, the steps for tool setting are as follows:
1) The reference knife is at the starting position of the program after rough tool setting. Input the offset of each non-reference knife to the corresponding position of the knife offset table.
2) Call O1000 program ΦD2 × L2 for trial cutting.
3) Measure the diameter and length of the cutting shaft segment and compare with the program command value to find the error.
4) Step movement or MDI running error value, adjust the starting position of the program.
5) Dynamically modify the underlined command value of the O1000 program according to the measurement size and save the program. Repeat steps (2) and (3) until the starting point of the reference tool program is corrected within the accuracy tolerance range. Record the machine coordinates of the starting point of the modified program. And set the coordinates to zero.
6) Call the O1001 (No. 1, No. 4 knife) and O1002 (No. 3 knife) programs for test cutting, and measure the diameter ΦDi and the length Li (i = 1, 4, 3) of each segment.
7) Perform error compensation as shown in Table 3.
8) Repeat steps (6) to (7) until the machining error is within the accuracy range, and the reference tool stops at the starting point of the program and no longer moves.

Table 3 Example of error compensation between the actual measurement size and the program command value of the automatic trial cutting cylindrical shaft segment (unit: mm)
2. The method of adjusting the starting position of each knife separately
The principle of tool setting in this method is: each tool corrects the starting position of the program, thereby indirectly ensuring alignment with the same program origin position.
As shown in Figure 3, the steps for tool setting are as follows:
1) The reference knife No. 2 is at the starting position of the program after rough tool setting, and all non-reference knife knife offset records are modified to zero.
Steps 2) to (5) are the same as the first step of the same method.
(6) Change the non-reference knife separately, take the tool offset recorded by rough tool setting as the relative coordinates of the starting point of the non-reference knife program, call the O1000 program to test cut, and measure the diameter ΦDi and the length Li (i = 1, 4) of each segment. 3) Compare with the program command value to find the difference.
(7) Stepping movement or MDI running tool post for error compensation, adjust the program starting position of each non-reference tool separately.
(8) Repeat steps (6) and (7) until the position of the starting point of each non-reference knife program is within the tolerance range.
(9) Take the relative coordinates displayed by the CRT as the new tool offsets and enter them into the X and Z offset fields of the corresponding tool offset numbers in the tool offset table. This method is simple and convenient. The corrected tool offset is directly obtained from the relative coordinates of the machine tool displayed by the CRT, which avoids manual calculation errors and has higher tool setting accuracy.
3. After adjusting the starting position of the reference knife program, adjust all non-reference knife offset methods at the same time.
This method is basically the same as the first precise tool setting method. The only difference is that the program called in step (7) is an O1003 program that processes three tools at the same time (O1004 removes the No. 2 tool processing section as the O1003 program). The remaining steps are the same.
6 Four Knives Simultaneous Adjustment
If the relative tool offset method is used for rough tool setting, first enter the tool offset of each non-reference tool into the corresponding position of the tool offset table, and run the O1004 program of four tools to measure the diameter ΦDi and length Li ( i = 2,1,4,3), find the processing error. For the reference tool, use MDI to run or move the tool holder to compensate the error value and adjust the program starting position. For non-reference tool, on the one hand, correct the tool offset based on the original tool offset, and re-enter the new tool offset. To the X, Z offset column of the tool offset table; on the other hand, the machining error of the reference tool should also be filled into the wear column of the row. If the absolute tool offset method is used for rough tool setting, O1005 program is called for trial cutting, and the machining error of each tool is compensated in the wear column corresponding to the tool offset number.
1 Principles and thoughts of trial cutting of CNC lathe
An in-depth understanding of the tool setting principle of CNC lathes is instructive for operators to maintain clear tool setting ideas, master the tool setting operation, and propose new tool setting methods. The essence of tool setting is to determine the position of the program origin of the workpiece coordinate system that changes with programming in the unique machine coordinate system. The main work of tool setting is to obtain the machine coordinates of the starting point of the reference tool program and determine the tool offset of the non-reference tool relative to the reference tool.
This article makes the following conventions to explain the principle and ideas of the trial cutting method: using the Chinese medieval star teaching turning system HNC-21T (application software version number 5.30); the center of the right end of the workpiece as the program origin, set with G92 instructions Workpiece coordinate system; diameter programming, workpiece coordinates of program starting point H are (100, 50); four tools are mounted on the tool post: No. 1 knife is a 90 ° outer rough turning tool, and No. 2 reference knife is a 90 ° outer precision turning Knife, No. 3 is a cutting knife, No. 4 is a 60 ° triangular thread knife (the examples given throughout this article are the same).
As shown in Fig. 1, the reference knife displays the X and Z machine coordinates of the trial cutting point A according to the "circle and end face of the manual trial cutting workpiece, respectively. The machine coordinates of the origin O of the launch program → the origin of the launch program H "Machine tool coordinates." According to the relationship between the machine coordinates of point A and O: XO = XA-Φd, ZO = ZA, the machine coordinates of the program origin O can be derived. Then according to the workpiece coordinate of H relative to O point is (100,50), the machine coordinate of H point is finally derived: XH = 100-Φd, ZH = ZA + 50. The workpiece coordinate system established in this way is a workpiece coordinate system based on the position of the tip of the reference tool.
Figure 1 Schematic diagram of manual trial cutting
As shown in Figure 2, due to the different extensions and positions of the tool holders in the X and Z directions of the tool holder, when the non-reference tool is indexed to the machining position, the tool tip position B is offset relative to point A. The original workpiece coordinate system is no longer applicable. In addition, each tool will wear to different degrees during use, so the tool offset and wear value of each tool need to be compensated. The basic principle of obtaining the offset of each knife is: each knife is aligned with a reference point on the workpiece (such as point A or O in Figure 1). Because the machine coordinates displayed by the CRT are different, the non-reference tool is at this point. The machine tool coordinates at the point are subtracted from the machine coordinates of the reference tool at the same point by manual calculation or system software calculation to obtain the tool offset of each non-reference tool.
Figure 2 Tool offset and wear compensation
Affected by many factors, the precision of manual trial cutting tool setting is very limited. The tool setting at this stage is called rough tool setting. In order to get more accurate results, as shown in Figure 3, before the machining, a simple automatic trial cutting program is designed within the range of the machining allowance of the part. Through the idea of "automatic trial cutting → measurement → error compensation", the reference knife is repeatedly adjusted. The starting point of the program and the tool offset of the non-reference tool make the error between the program processing command value and the actual measured value reach the accuracy requirement. The tool setting at this stage is called precise tool setting.
Because ensuring the starting point of the reference knife program is at the exact position is a prerequisite for obtaining accurate non-reference knife offsets, the former is generally corrected before the latter.
Based on these two stages of tool setting, the basic operation procedure of the test cutting method is as follows: Manually cut with a reference knife to obtain the machine coordinates of the reference point of the tool → manually calculate or automatically obtain the offset of each non-reference tool → reference The knife is at the approximate starting point of the program → The reference knife repeatedly calls the trial cutting program. After measuring the size, move the tool post in step or MDI mode to compensate for the error, and correct the position of the starting point of the program → Non-reference knife repeatedly calls the trial cutting program. Correct the tool offset based on the tool offset → the reference tool stays at the exact starting point of the program.
Figure 3 Schematic diagram of multi-knife trial cutting
Summary of several rough knife setting methods
The preparation of the tool setting is the same for each of the following methods: Press the F2 key in the system MDI function sub-menu to enter the tool offset table; use the ▲ and keys to move the blue light bar to the position of the corresponding tool offset number of the tool and press F5 Key; change the X offset and Z offset data of the tool offset numbers # 0000, # 0001, # 0002, # 0003, # 0004 to zero, and then press the F5 key.
1. Select the standard knife as the standard knife, and automatically set the knife offset method
As shown in Figures 1 and 4, the steps for tool setting are as follows:
1) Use the ▲ and ▲ keys to move the blue light bar to the position of # 0002, the offset number of the reference knife No. 2 and press F5 to set the No. 2 knife as the standard tool.
2) Trial cut the right end face of the workpiece with a reference knife and record the Z machine coordinate of trial cutting point A; Trial cut the workpiece outer circle, record the X machine coordinate of point A, stop after retracting, and measure the outer diameter ΦD of the cut shaft segment.
3) The reference knife returns to point A in the "Jog + Step" mode according to the recorded value. Enter ΦD and zero in the trial cutting diameter and trial cutting length of the tool offset table.
4) Withdraw the tool, select the tool number of the non-reference tool to manually change the tool, and let the non-reference tool's tip be visually aligned with point A through the "Jog + Step" method under the spindle rotation, and then respectively at the corresponding tool deviation Enter ΦD and zero in the trial cutting diameter column and trial cutting length column of No., the tool offset of each non-reference knife will be automatically displayed in the X and Z offset columns.
5) After the reference knife returns to point A, MDI runs "G91 G00 / or G01 X [100-ΦD] Z50" to make it at the starting position of the program
Figure 4 Schematic diagram of automatic setting of the offset of the reference knife as the standard knife
2. Set the coordinates of the reference tool at the reference point of tool setting to zero, and automatically display the tool offset method
As shown in Figures 1 and 5, the steps for tool setting are as follows:
1) Same as step (2).
2) The reference knife returns to the trial cutting point A by "Jog + Step" according to the recorded value.
3) Press the F1 key "Z-axis to zero" on the interface in Figure 4, and press the F2 key "Z-axis to zero", then the "relative actual coordinates" displayed by the CRT is (0, 0).
4) Manually change the non-reference knife so that the tip of the knife is aligned with point A. At this time, the value of "relative actual coordinates" displayed on the CRT is the offset of the knife relative to the reference knife. Use the ▲ and keys to move the blue Bright bar to the offset number of the non-reference knife, record and enter it to the corresponding position respectively.
5) The same as step (5).
Figure 5 Schematic diagram of automatic display of tool offset when the reference tool coordinates are set to zero
3 Multi-cutter trial cutting of external shaft segment, manual calculation to obtain the cutter offset method
As shown in Figure 6, the system aligned the No. 1, 2, and 4 cutters in the manual state, and cut out a step axis to record the machine coordinates of the end points of each cutter (points F, E, and D in Figure 6). And measure the diameter and length of each segment. Change the No. 3 cutting knife, cut an undercut, set the knife at the right point of the cutting knife, record the coordinates of point B, and measure ΦD3 and L3 as shown in the figure. After obtaining the above data, according to the coordinate increment relationship between the F, E, D, B points corresponding to each tool and the program origin O, it can be known that the machine coordinates of the program starting point of the reference tool are (X2-ΦD2 + 100, Z2-L2 + 50); Moreover, the machine coordinates of the program origin of each non-reference tool can be derived and the tool offset can be obtained by manual calculation. The calculation method is shown in Table 1. Fill in the corresponding space with the recorded value and calculated value. It should be noted here that the trial cutting length refers to the directional distance in the Z direction between the workpiece coordinate zero point and the trial cutting end point. The positive and negative directions are determined according to the coordinate axis direction.
Figure 6 Schematic diagram of multi-knife manual trial cutting
Table 1 Tool offset calculation table for non-reference tools
The trial cutting process of this method is simple, eliminating the need to visually align the trial cutting points, but the knife offset needs to be calculated manually. If the calculation table containing the calculation formula is printed out, and the value is filled in the corresponding space for calculation, the tool offset can be calculated quickly.
Figure 7 Schematic diagram of automatic tool setting of CNC system
4th century star turning CNC system, multi-tool automatic tool setting method
The above-mentioned knife setting methods are relative knife offset methods. HNC-21T can set the parameters and debug the system by professionals. It also allows users to select the "absolute tool offset" tool setting. The absolute tool offset method is slightly different from the aforementioned relative tool offset method in the processing program. It is not necessary to use G92 or G54 to establish the workpiece coordinate system, and it is not necessary to cancel the tool compensation. For an example, see program O1005. The steps for setting the knife are as follows: After the system returns to zero, as shown in Figure 6, let each knife manually cut a cylindrical segment, measure the diameter and length, and fill in the corresponding knife offset number of each knife as shown in Figure 7. The trial cutting diameter is in the trial cutting length column. According to the principle described in "Multi-tool Trial Cutting Outer Axis Segment, Manual Calculation to Obtain the Tool Offset Method", the system software can automatically calculate the machine coordinates of the corresponding program origin of each tool. To achieve the purpose of automatic tool setting. This tool setting method is the fastest and is especially suitable for industrial production.
Summary of 5 kinds of accurate tool setting methods
The general idea of the precise tool setting stage is "automatic trial cutting → measurement → error compensation". There are two cases of error compensation: for the reference tool MDI running or stepping tool holder to compensate its program starting position; for non-reference tools, its tool offset or wear value is compensated. To avoid record confusion, design the table shown in Table 2 and calculate the value.
Method setting record table (unit: mm)
1. After the reference knife corrects the starting position of the program, adjust the non-reference knife offset method separately.
As shown in Figure 3, the steps for tool setting are as follows:
1) The reference knife is at the starting position of the program after rough tool setting. Input the offset of each non-reference knife to the corresponding position of the knife offset table.
2) Call O1000 program ΦD2 × L2 for trial cutting.
3) Measure the diameter and length of the cutting shaft segment and compare with the program command value to find the error.
4) Step movement or MDI running error value, adjust the starting position of the program.
5) Dynamically modify the underlined command value of the O1000 program according to the measurement size and save the program. Repeat steps (2) and (3) until the starting point of the reference tool program is corrected within the accuracy tolerance range. Record the machine coordinates of the starting point of the modified program. And set the coordinates to zero.
6) Call the O1001 (No. 1, No. 4 knife) and O1002 (No. 3 knife) programs for test cutting, and measure the diameter ΦDi and the length Li (i = 1, 4, 3) of each segment.
7) Perform error compensation as shown in Table 3.
8) Repeat steps (6) to (7) until the machining error is within the accuracy range, and the reference tool stops at the starting point of the program and no longer moves.
Table 3 Example of error compensation between the actual measurement size and the program command value of the automatic trial cutting cylindrical shaft segment (unit: mm)
2. The method of adjusting the starting position of each knife separately
The principle of tool setting in this method is: each tool corrects the starting position of the program, thereby indirectly ensuring alignment with the same program origin position.
As shown in Figure 3, the steps for tool setting are as follows:
1) The reference knife No. 2 is at the starting position of the program after rough tool setting, and all non-reference knife knife offset records are modified to zero.
Steps 2) to (5) are the same as the first step of the same method.
(6) Change the non-reference knife separately, take the tool offset recorded by rough tool setting as the relative coordinates of the starting point of the non-reference knife program, call the O1000 program to test cut, and measure the diameter ΦDi and the length Li (i = 1, 4) of each segment. 3) Compare with the program command value to find the difference.
(7) Stepping movement or MDI running tool post for error compensation, adjust the program starting position of each non-reference tool separately.
(8) Repeat steps (6) and (7) until the position of the starting point of each non-reference knife program is within the tolerance range.
(9) Take the relative coordinates displayed by the CRT as the new tool offsets and enter them into the X and Z offset fields of the corresponding tool offset numbers in the tool offset table. This method is simple and convenient. The corrected tool offset is directly obtained from the relative coordinates of the machine tool displayed by the CRT, which avoids manual calculation errors and has higher tool setting accuracy.
3. After adjusting the starting position of the reference knife program, adjust all non-reference knife offset methods at the same time.
This method is basically the same as the first precise tool setting method. The only difference is that the program called in step (7) is an O1003 program that processes three tools at the same time (O1004 removes the No. 2 tool processing section as the O1003 program). The remaining steps are the same.
6 Four Knives Simultaneous Adjustment
If the relative tool offset method is used for rough tool setting, first enter the tool offset of each non-reference tool into the corresponding position of the tool offset table, and run the O1004 program of four tools to measure the diameter ΦDi and length Li ( i = 2,1,4,3), find the processing error. For the reference tool, use MDI to run or move the tool holder to compensate the error value and adjust the program starting position. For non-reference tool, on the one hand, correct the tool offset based on the original tool offset, and re-enter the new tool offset. To the X, Z offset column of the tool offset table; on the other hand, the machining error of the reference tool should also be filled into the wear column of the row. If the absolute tool offset method is used for rough tool setting, O1005 program is called for trial cutting, and the machining error of each tool is compensated in the wear column corresponding to the tool offset number.




