 USD
USD
Example of Calling CNC macro program
If processing the internal thread of M18 as shown below
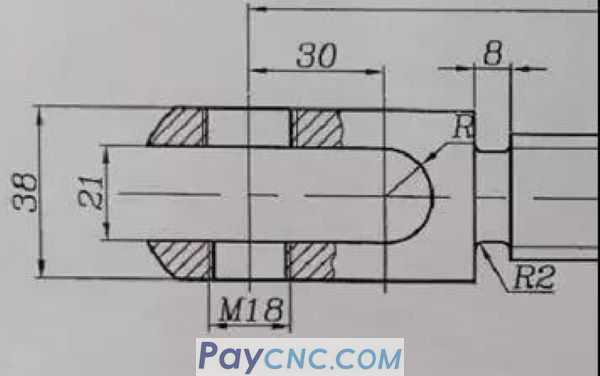
M18 internal thread look-up table shows that the pitch is 2.5
So how to apply it?
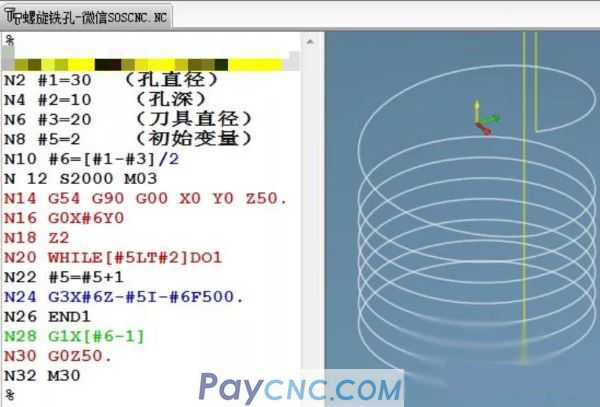
The above program #5=#5+1 represents the distance of each turn, and Z drops 1mm for each turn
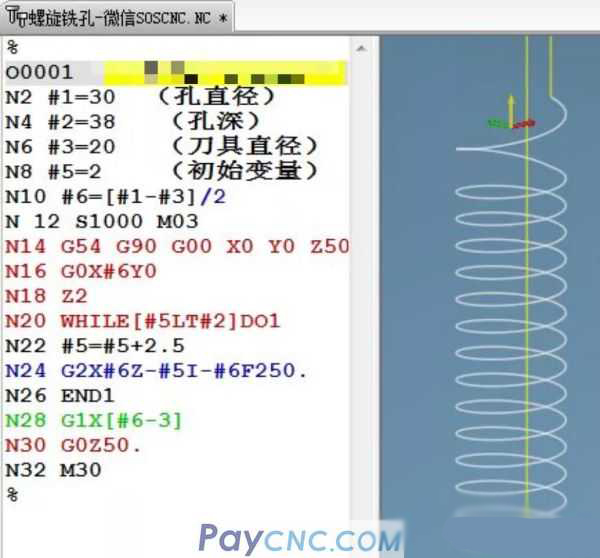
The M18 thread pitch is 2.5, and Z needs to drop a pitch for every revolution, that is 2.5
That is, change #5=#5+1 above to #5=#5+2.5.
The program simulation is as follows:
Remarks:
1. The thread is right-handed, and G02 is used in the program (if left-handed is changed to G03).
2. After processing, the tool retracts, because it is greater than the thread tooth height, so G1X[#6-3] retracts 3mm.
3. The feed is determined according to the spindle speed * pitch, which requires one pitch per revolution.




