 USD
USD
Funzione di controllo del profilo dell asse CS di GSK 988TA

Il metodo di controllo della velocità di rotazione del mandrino è chiamato controllo della velocità del mandrino (il mandrino ruota attraverso un comando di velocità) e il controllo della posizione del mandrino è chiamato controllo del profilo del mandrino (il mandrino ruota attraverso un comando di movimento). La funzione di controllo della velocità e della posizione del mandrino è la funzione di controllo del profilo CS. Può eseguire indicizzazione e maschiatura rigida e può interpolare ed elaborare curve di contorno con altri assi di avanzamento.
Impostare l'attuale autorità operativa sul livello del produttore della macchina.Ci saranno commenti corrispondenti quando il cursore si sposta sull'opzione corrispondente durante il processo di impostazione del debug.
Metodo di debug della funzione di controllo del profilo dell'asse 01CS
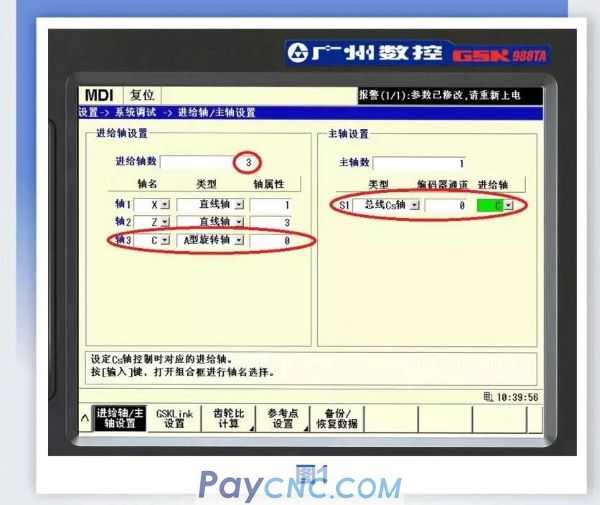
[Impostazioni] - [Debug di sistema] - [Impostazione asse di avanzamento / mandrino]. Impostalo come mostrato in Figura 1.
[Sistema] - [GSKLink] - [Comunicazione] - [Impostazioni di sistema]. Impostare il numero ID logico dell'asse GSKLink-CS. Coerente con il servo parametro PA156.

Riaccendere il sistema. Quindi modificare i parametri secondo la seguente figura:
【Parametri di sistema】.

Diagramma ladder Dati PLC
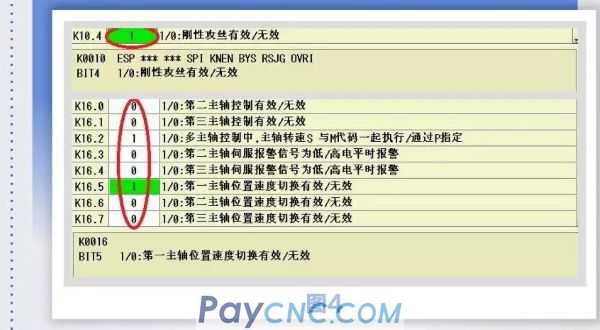
[Sistema] - [Diagramma ladder] - [Dati PLC] - [Impostazione K]
Imposta i parametri servo
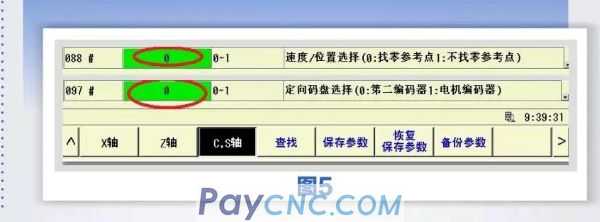
[Sistema] - [GSKLink] - [Servo] - [Parametri servo] - [Asse C, S]. Impostato in base ai requisiti di progettazione della macchina utensile, l'interruttore del mandrino e il controllo del profilo dell'asse CS devono trovare il punto di riferimento zero e modificare PA88 su "0". Dopo aver modificato i parametri, premere "Salva parametri".
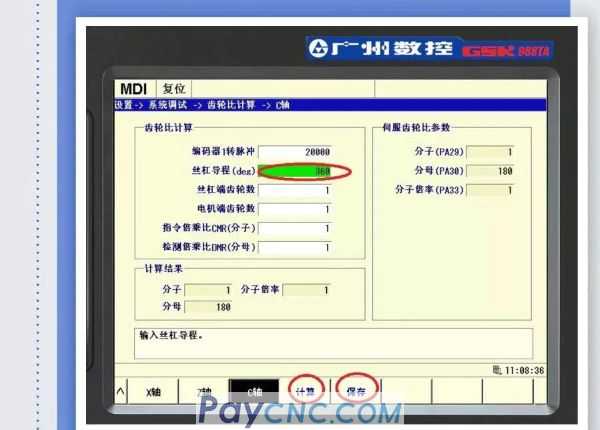
02Impostare il rapporto elettronico dell'asse C.
[Impostazioni] - [Debug di sistema] - [Calcolo del rapporto di trasmissione]. Impostare il cavo della vite su "360" e premere "Calcola" per salvare il risultato calcolato sul servo.

03CS controllo di commutazione velocità / posizione asse
Nella modalità MDI, premere il tasto programma per eseguire il comando M14. Se il sistema non genera un allarme, significa che è passato con successo alla modalità di controllo della posizione, quindi esegue G01H3600. Se il mandrino ruota dieci volte e si ferma al punto di partenza proprio ora, verificare che il rapporto di trasmissione sia impostato correttamente; Comando M15, il sistema non genera un allarme, significa che è passato con successo alla modalità di controllo della velocità, quindi esegue il comando M15, il sistema non genera un allarme, significa che è passato con successo alla modalità di controllo della velocità, quindi esegue M3 S500, il mandrino ruota normalmente, indicando che la funzione dell'asse CS è stata Il debug è normale.




