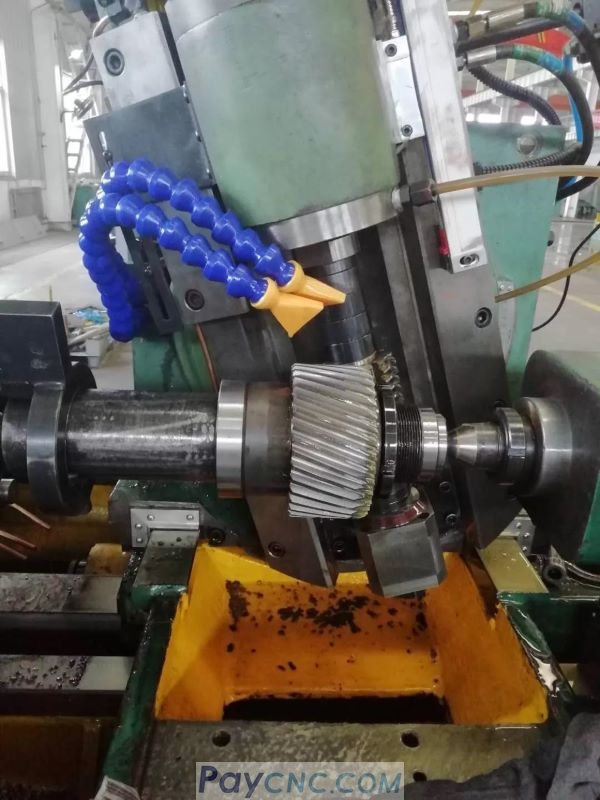
The hobbing and cutting method is used to process various toothed spur spline shaft workpieces, hobbing spur gears and spur gears, and taper splines and step gears can be processed;
The user is provided with a parameterized operation interface. The user can select the machining program of the spur gear, bevel gear, worm gear and drum gear according to the workpiece condition, input the tool parameters, workpiece parameters, process parameters and feed times, and the system will automatically generate Machining program, no programming instructions are required;
The hob shaft is modified to be driven by a servo motor, and can realize machining of any number of teeth. The special hobbing command is used to realize the linked rolling gear. The number of machining teeth and the workpiece rotation speed and the machining depth of the teeth are set by simple programming instructions;
After the power is turned off and restarted, the last completed machining program can be run (the power is cut off after rough cutting, and the finishing process is continued after power-on).
Machining workpiece
solution:
Modify the system software version to V1.6 EGB-GR.3 20190828;
X, Z, A, and B have four axes, all of which are servo control axes. The A axis controls the workpiece rotation axis and the B axis controls the hob rotation axis. During machining, the hobbing command G181 is used to realize the accurate rotation relationship and rotation speed of the A-axis and the B-axis to realize the hobbing of the gear; the X-axis is the radial feed axis of the gear for controlling the radial positioning of the hobbing; A shaft axial feed control shaft for controlling the movement of the movement along the axial direction of the gear;
Because the hob axis of the gear hobbing machine has an external gear ratio, that is, the motor shaft and the machine tool spindle are not 1:1 gear ratio. The hobbing function needs to continue machining the same workpiece after the power is turned off. The hob axis must be oriented to the same position, so the second position encoder or the zero return switch must be installed. This customer chooses to install the zero return switch;
Since the hob axis and the rotary table must have a back gap, the direction must be the same as the machining direction when returning to the zero and the axis is moved, so that the position of the zero point of the two axes does not deviate after the power is turned off again.
Application effect
System supporting quantity: supporting 3 machine tools
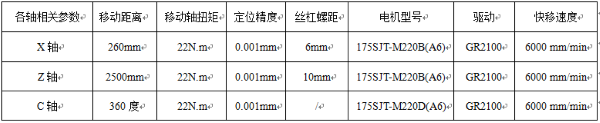
Technical Parameters
The four CNC axes are: B - hob spindle rotary motion, C - table rotary motion, x - radial feed motion, Z - axial feed motion;
It can realize hobbing spur gears and spur gears, and can process taper splines and step gears;
The mechanical system and components of CNC spline shaft milling machine have high dynamic and static rigidity, and the cutter drive adopts AC variable frequency motor with large power and stable operation;
Automatic boring device and high-efficiency dry cutting ensure the quality and efficiency of the workpiece;
Applicable to automotive, tractor, gear processing and other related machinery manufacturing industries, to achieve high-efficiency machine tools capable of mass production of spline shafts and gears;
A variety of gear machining such as milling and grooving can be achieved.
Transformation of the former
After transformation
 USD
USD