 USD
USD
How to change parameter with G10 on Fanuc control
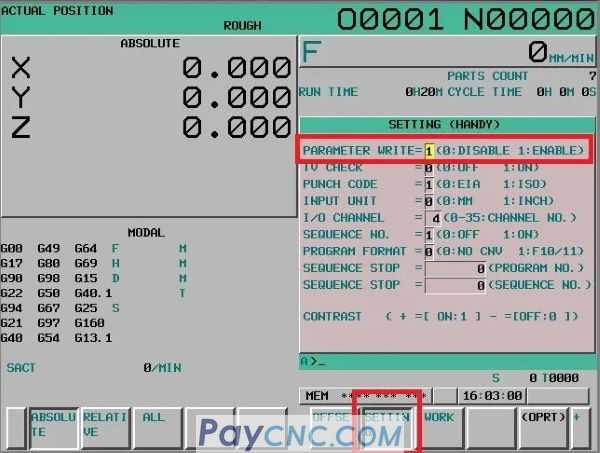
We used to modify the machine parameters manually. In MDI mode, first modify PWE=1 on the SETTING screen, and then enter the parameter page to modify the parameters.
FANUC provides us with the second way of thinking, which is modified with the program G10 L52. The case is as follows:
O1256;
G10 L52; Start to modify parameters;
N1420 P3 R30000; Change the 3rd axis of parameter 1420 (the Z axis G0 speed of this machine tool) to 30000;
N3208 R00000001; Change parameter 3208.0 to 1; Disable the SYSTEM button of the MDI keyboard;
G11; end parameter modification;
M30; The program ends.
(When the parameter 3208.0=1 is modified, the SYSTEM button becomes invalid, and 3208.0=0 can be modified in SETTING)
FANUC provides us with the second way of thinking, which is modified with the program G10 L52. The case is as follows:
O1256;
G10 L52; Start to modify parameters;
N1420 P3 R30000; Change the 3rd axis of parameter 1420 (the Z axis G0 speed of this machine tool) to 30000;
N3208 R00000001; Change parameter 3208.0 to 1; Disable the SYSTEM button of the MDI keyboard;
G11; end parameter modification;
M30; The program ends.
(When the parameter 3208.0=1 is modified, the SYSTEM button becomes invalid, and 3208.0=0 can be modified in SETTING)




