 USD
USD
Kako kontrolirati feedrate override sa CNC makronaredbom
Makro programi nisu svemoćni i ne mogu ih se učiniti bez makro programa. Ne, netizen se prije nekoliko dana susreo s takvim problemom:
Kad zaposlenik upravlja alatnim strojem, privatno prilagođava prekidač za poništavanje. Proizvodnja i obrada nisu dobri za upravljanje i kontrolu. Kako kontrolirati uvlačenje brave kroz program?
Ok, hajde da razgovaramo o stvarnoj operaciji, ne govorimo o neredu zbog čega se osjećate vrtoglavo i ne možete pronaći objašnjenje Sjevera.
Zatim, kako upravljati prekidačem za povećanje putem NC makro programa.
Metode kao što sledi:
>> U programu koji želite pokrenuti obradu napišite makro varijablu # 3004 = 2
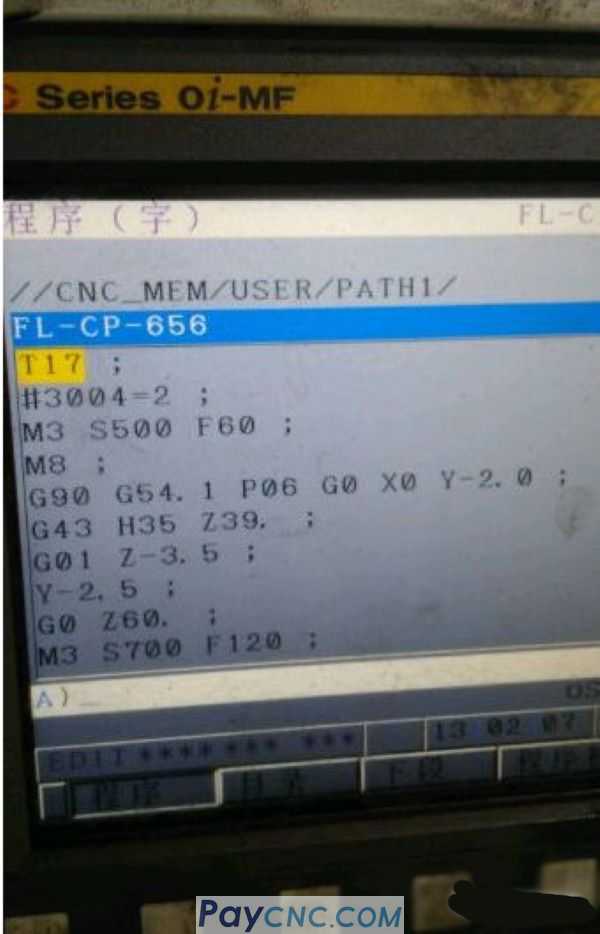
Kad alatni stroj pokreće ovaj segment # 3004 = 2, pri pokretanju sljedećeg programa prekidač prebacivanja napona na upravljačkoj ploči alatnog stroja nije važeći.
# 3004 je sistemska varijabla. Kao što sam već rekao, to je posebna varijabla unutar sistema alatnih strojeva. Značenje svake sistemske varijable je određeno u sustavu.
Tada su značenje i upotreba # 3004 u alatnom stroju (Falak sistem) sljedeći:

Pa, prema gornjoj tablici, dodijelite različite vrijednosti # 3004 da biste kontrolirali da li su prekidač pauze i prebacivanje uvlačenja važeći.
Kad zaposlenik upravlja alatnim strojem, privatno prilagođava prekidač za poništavanje. Proizvodnja i obrada nisu dobri za upravljanje i kontrolu. Kako kontrolirati uvlačenje brave kroz program?
Ok, hajde da razgovaramo o stvarnoj operaciji, ne govorimo o neredu zbog čega se osjećate vrtoglavo i ne možete pronaći objašnjenje Sjevera.
Zatim, kako upravljati prekidačem za povećanje putem NC makro programa.
Metode kao što sledi:
>> U programu koji želite pokrenuti obradu napišite makro varijablu # 3004 = 2
Kad alatni stroj pokreće ovaj segment # 3004 = 2, pri pokretanju sljedećeg programa prekidač prebacivanja napona na upravljačkoj ploči alatnog stroja nije važeći.
# 3004 je sistemska varijabla. Kao što sam već rekao, to je posebna varijabla unutar sistema alatnih strojeva. Značenje svake sistemske varijable je određeno u sustavu.
Tada su značenje i upotreba # 3004 u alatnom stroju (Falak sistem) sljedeći:
Pa, prema gornjoj tablici, dodijelite različite vrijednosti # 3004 da biste kontrolirali da li su prekidač pauze i prebacivanje uvlačenja važeći.




