 USD
USD
Machining Centers with GSK 218MC CNC Examples 03

It adopts hobbing and cutting method to process various tooth shapes of straight, helical, drum-shaped and turbine-type workpieces. It can also roll and mill spur gears and spur gears, and can process taper splines and step gears;
Provides a parameterized operation interface for the user. The user can choose the processing program of cylindrical gear, bevel gear, worm gear, drum gear according to the workpiece condition, enter tool parameters, workpiece parameters, process parameters and feed times, and the system will automatically generate Processing program without any programming instructions;The hob shaft is transformed into a servo motor drive and can process any number of teeth. Special hobbing instructions are adopted to realize the linked hobbing gear. Set the number of processing teeth, workpiece rotation speed, and processing depth of teeth through simple programming instructions;
The last completed machining program can be run after power off and restart (rough cutting first, then power off, and finishing after power on)


solution
There are 4 axes of X, Z, A, and B, all of which are servo control axes. The A axis is used to control the workpiece rotation axis, and the B axis is used to control the hob rotation axis. During machining, the hobbing command G181 is used to achieve the accurate rotation relationship and rotation speed of the A and B axes to achieve gear rolling; the X axis is the gear radial feed axis for controlling the radial positioning of the rolling; the Z axis It is a gear axial feed control shaft for controlling the movement feed along the gear axis;
Because the hob shaft of the hobbing machine has an external gear ratio, that is, the motor shaft and the machine tool spindle are not a 1: 1 transmission ratio. The hobbing function needs to continue processing the same workpiece after the power is turned off, and the hob shaft must be oriented to the same position, so a second position encoder or home switch must be installed. This customer chose to install a zero return switch;
Because the hob shaft and the rotary table must have reverse clearance, the direction must be consistent with the machining direction when returning to zero and moving the shaft, so as to ensure that the zero positions of the two axes will not deviate after the power is turned off and on again.

Application effect
System supporting quantity: 15 units;
technical parameter
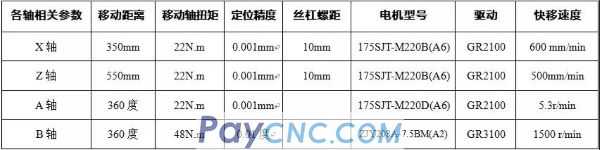
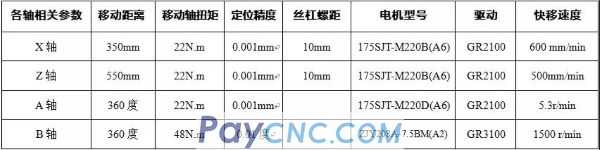
The four numerically controlled axes are: B—the rotary motion of the hob spindle, A—the table rotary motion, X—the radial feed motion, and Z—the axial feed motion
It can realize hobbing spur gears and spur gears, and can process taper splines and step gears;
Each mechanical system and component has high dynamic and static rigidity, and the cutter drive adopts an AC variable frequency motor with large power and stable operation;
Cylindrical helical gears and worm gears can be produced in small batches and in single pieces, and spline shafts with a certain parameter range can also be rolled;
Suitable for a wide range of machinery manufacturing industries such as automobiles, tractors, machine tools, engineering machinery, mining machinery, metallurgical machinery, petroleum, instruments, aircraft and spacecraft. There are various specifications of gear processing machine tools, enabling high-efficiency machine tools capable of mass production of gears;
Can achieve a variety of gear processing such as milling and slotting.

Formulate the turning and milling machining plan of the inner hole turning tool bar to improve production efficiency.


solution
According to the customer's parts, 2 Shenyang HTC3650 with GSK988T CNC system and 1 Baoji VMC850L with GSK218MC CNC system vertical machining center are selected;
The machining center selects four-axis control and is equipped with domestic Yantai four-axis rotary working turntable. The CNC lathe is an eight-station hydraulic turret with hydraulic three-jaw chuck and hydraulic tailstock
Develop a detailed processing plan to ensure the processing quality of parts.
The lathe processing scheme is divided into:
Rough machining uses HTC3650 hydraulic chuck with hydraulic tailstock. Step 1 is to clamp the outer circle of the arbor, roughing the large end face and the flat end face. Step 2 is to clamp the processed large end face and cooperate with the tailstock to process the outer circle of the tool bar.
The finishing process is completed in two sets of HTC3650. The large outer surface of the precision turning guarantees the tolerance of the parts, and the outer circle of the turning lever of the precision turning tool guarantees the roughness and the size and cylindricality of the outer circle.
The milling processing program is divided into:
Step 1 is VMC850L with four axes, manual chuck and manual tail top. The chuck clamps the large end face of the outer circle and processes the four planes of the tool bar. Sequence 2 is for clamping the outer circle of the tool holder, rough machining the large end face and the flat end face.
Step 2 is for VMC850L with four axes and special tooling. Hold the outer circle of the tool holder to machine the large end face.

Application effect
The solution can solve the customer's tool bar processing requirements and improve production efficiency;
The lathe machining guarantees the cylindricality of the toolholder is 0.005mm. The outer surface roughness is 1.6;
The milling of the machining center guarantees a groove width of + 0.02mm. Equipped with four axes to achieve one clamping and complete multiple surface processing.

Ordinary milling machine changed to CNC milling machine, automatic tool change in tool magazine was added;
Long-axis workpiece, with a processing length of 2300mm, the original machine stroke is only 1600mm;
Cylindrical milling, drilling, tapping, engraving, and indexing uniform processing.


Transformation plan
X / Y / Z modified ball screw feed mechanism;
Long table and guide rail support, X-axis travel increased to 2300mm;
Remove the original headstock, redesign the headstock and replace the main shaft;
Installation of disc type magazine, CNC turntable, tailstock;
An electric spindle is installed at the outer end of the spindle box, and a high-speed engraving and milling scale is provided;
Configure GSK218 CNC system.
Transformation picture:


Application effect
Meet automatic tool change, workpiece indexing, high-speed engraving and milling;
Extending the X-axis travel to replace large machine tools, greatly saving equipment costs.




