 USD
USD
Types and uses of CNC tools
1) Tool classification
Cutting tools are often divided into turning tools, hole processing tools, milling cutters, broaching tools, threading tools, gear tools, automatic lines, CNC machine tools and reamers according to their processing methods and specific uses.
Tools can also be classified in other ways,
For example, it can be divided into high-speed steel tools, cemented carbide tools, ceramic tools, cubic boron nitride (CBN) tools and diamond tools according to the materials used;
According to the structure, it is divided into integral tools, insert tools, machine clamp tools and composite tools, etc.;
According to whether it is standardized or not, it is divided into standard tools and non-standard tools.
(2) Introduction to commonly used tools
1 turning tool
The turning tool is the most widely used tool in metal cutting. It can process the outer circle, end plane, thread, inner hole on the lathe, and can also be used for grooving and cutting. The turning tool can be divided into integral turning tool, welding assembly turning tool and mechanical clamping blade turning tool in structure. Turning tools that mechanically clamp the blade can be divided into machine tool turning tools and indexable turning tools. The cutting performance of mechanical clamping tools is stable, and workers do not need to sharpen the tools, so it is more and more used in modern production.
2-hole machining tool
Hole machining tools can generally be divided into two categories:
One type is a tool for processing holes from solid materials. Commonly used are twist drills, center drills and deep hole drills;
The other is the tool for reprocessing the existing holes on the workpiece. Commonly used are reamers, reamers and boring tools.
3 milling cutter
Milling cutter is a widely used multi-blade rotary cutter, and there are many types. According to the purpose:
1) For processing planes, such as cylindrical face milling cutters, end milling cutters, etc.;
2) For processing grooves, such as end mills, T-shaped cutters and angle milling cutters;
3) Used for processing shaped surfaces, such as convex semicircular and concave semicircular milling cutters and milling cutters for processing other complex shaped surfaces. The productivity of milling is generally higher, and the surface roughness value of the machined surface is larger.
4 broaches
Broach is a multi-tooth tool with high machining accuracy and cutting efficiency. It is widely used in mass production and can process various internal and external surfaces. Broaches can be divided into a variety of internal broaches and external broaches according to the surface of the workpiece. When using a broach, in addition to selecting the rake angle and back angle of the tooth according to the workpiece material, and determining the size of the broach according to the size of the workpiece surface (such as the diameter of the round hole), two parameters need to be determined:
(1) Tooth lift angle af [that is, the difference between the radius or height of the front and rear teeth (or tooth groups)];
(2) Tooth pitch p [that is, the axial distance between two adjacent teeth].
5 thread cutter
Thread can be processed by cutting method and rolling method.
6 gear cutter
Gear cutters are cutters used to process gear tooth profiles. According to the working principle of the cutter, gears are divided into forming gear cutters and generating gear cutters. Commonly used forming gear cutters include disk gear milling cutters and finger gear cutters. Commonly used generating gear cutters include gear shaper cutters, gear hobs and gear shaving cutters. When selecting gear hobs and gear shapers, pay attention to the following points:
(1) The basic parameters of the tool (modulus, tooth profile angle, addendum height coefficient, etc.) should be the same as the gear being machined.
(2) The accuracy level of the tool should be equivalent to that required by the gear being machined.
(3) The rotation direction of the tool should be as same as the rotation direction of the gear to be machined. When hobbing spur gears, a left-handed tooth knife is generally used.
7Automatic lines and CNC machine tools
Generally speaking, the cutting part of this type of tool is not much different from the general tool. It is just to adapt to the characteristics of CNC machine tools and automatic line processing, and higher requirements are put forward on them.
CNC tools have formed three major systems: turning tool systems, drilling tool systems and boring and milling tool systems.
(3) Types and applications of commonly used tools
1. Turning tool
1
There are the following types of turning tool tips commonly used:
(1) Rough turning tool: It is mainly used to cut a large number of excess parts to make the diameter of the workpiece close to the required size. The surface finish is not important during rough turning, so the tip of the turning tool can be ground into a sharp peak, but the peak usually has a small roundness to avoid breakage.
(2) Fine turning tool: This blade can be polished with oil stone to make a very smooth surface finish. Generally speaking, the round nose of fine turning tool is larger than that of rough turning tool.
(3)Round nose turning tool: It can be used for many different types of work. It is a common turning tool. Add WeChat: Yuki7557 and send a copy of the macro program tutorial. When the top surface is flattened, it can be turned left and right or used to turn brass. This turning tool can also form an arc surface on the shoulder corner, and can also be used as a fine turning tool.
(4) Cut-off turning tool: Only the end is used to cut the workpiece. This turning tool can be used to cut materials and turn grooves.
(5) Screw turning tool (tooth knife): used for turning screw or nut, 60 degree or 55 degree V-shaped tooth knife, 29 degree trapezoidal tooth knife, square tooth knife according to the thread form.
(6) Boring turning tool: used for turning drilled or cast holes. To achieve the goal of light system size or true straight hole surface.
(7) Side turning tool or side turning tool: used to turn the end face of the work object, the right turning tool is usually used at the end of the finishing axis, and the left turning tool is used to finish turning the left side of the shoulder.
2
Different blade shapes are used due to different processing methods of the workpiece, which can generally be divided into:
(1) Right-hand turning tool: Turn the outer diameter of the workpiece from right to left.
(2) Left-hand turning tool: Turn the outer diameter of the workpiece from left to right.
(3)Round nose turning tool: The blade is arc-shaped, which can be turned in the left and right directions, suitable for turning round corners or curved surfaces.
(4) Right turning tool: turning the right end face.
(5) Left turning tool: Turning the left end face.
(6) Cutting knife: used for cutting or grooving.
(7) Inner hole turning tool: used for turning inner hole.
(8) External thread turning tool: used for turning external thread.
(9) Internal thread turning tool: used for turning internal threads.
2. Hole machining tool
One type is a tool for processing holes from solid materials; the other type is a tool for reprocessing existing holes on the workpiece.
Commonly used drills mainly include twist drills, flat drills, center drills, deep hole drills and nest drills. Although reamers and countersink drills cannot drill holes in solid materials, they are customarily classified as drill bits.
The drill bit is a tool used to drill through holes or blind holes in solid materials, and to ream existing holes
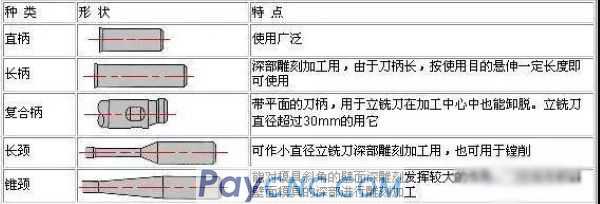
According to the usage, the reamer includes hand reamer and machine reamer. Machine reamer can be divided into straight shank reamer and taper shank reamer. The hand type is straight-handled.
Reamers can be divided into many types according to different purposes. Therefore, there are many standards for reamers. Some of our more commonly used standards are GB/T1131 hand reamer, GB/T1132 straight shank machine reamer, GB/T1139 straight Morse taper reamer and so on.
The reamer is used to ream the drilled (or reamed) hole on the workpiece, mainly to improve the machining accuracy of the hole and reduce the roughness of its surface. It is a tool for the finishing and semi-finishing of the hole , The machining allowance is generally small, after the reamer processing
3. Milling cutter
Types and uses of milling cutters:
Generally divided into:
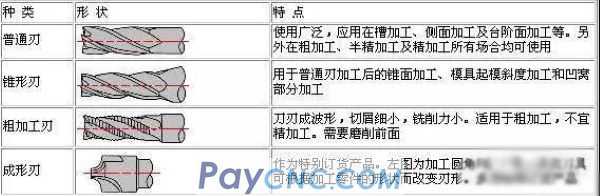
1. Flat-end milling cutter, rough milling, remove a lot of blanks, small area horizontal plane or contour finish milling;
2. Ball-end milling cutter, semi-finishing and finishing milling of curved surfaces; small cutters can finish milling small chamfers on steep surfaces/straight walls
3. The flat-end milling cutter has a chamfer, which can be used for rough milling to remove a large amount of blanks, and also for fine milling of small chamfers on the front face (relative to the steep surface).
4. Forming cutters, including chamfer cutters, T-shaped cutters or drum cutters, tooth-shaped cutters, and inner R cutters.
5. Chamfering cutter, the shape of the chamfering cutter is the same as the chamfering shape, and it is divided into milling cutters for round and chamfering.
6. T-shaped cutter, can mill T-shaped groove;
7. Tooth shape cutter, mill various tooth shapes, such as gears.
8. Rough leather cutter, rough milling cutter designed for aluminum-copper alloy cutting, can be processed quickly



4. Broach
The inner broach is used to process the surface of the inner hole of various contours. The name of the broach is generally determined by the shape of the processed hole, such as round hole broach, four- or six-square broach, keyway broach, and spline broach Wait.
The internal broach can also process spiral internal splines and internal gears. The bore diameter that can be processed by the inner broach is usually 10-120mm, and under special circumstances, it can be processed to 5-400mm. The broaching groove width is generally 3-100mm, and the length of the hole is generally not more than 3 times the diameter. Up to 2m.
The outer broach is used to process the outer surface of various roasting houses, such as planes, forming surfaces, flutes, complex tongues and tenons in steam turbines to replace the milling, planing, and grinding of these parts. It is especially suitable for use in automobiles, The surface of certain parts in mass production of motorcycles and tractors.
Broaches can be divided into two categories: integral type and combined type (assembly type) according to the mechanism. The inner broach of the center specification is made into an integral type, and the large-size inner broach and most of the outer broaches are mostly made of combined type. .
According to the material of the broach teeth, it is divided into: high-speed steel broach and cemented carbide broach.
According to the force of the broach studio, it is divided into broach and push knife.
5. Thread cutter
The thread cutter is used to machine the surface threads of the parts, and it has many forms.
According to the type, precision and production batch of threads, different methods and thread cutters can be used to process threads.
According to different processing methods, thread cutting tools can be divided into two categories: cutting method and rolling method.
Cutting thread tools: thread turning tools, taps, dies, thread milling cutters, thread cutting heads with automatic opening and closing.
Rolling thread processing tool: rolling wheel and rolling board.
6. Gear cutter
Gear tool refers to a tool for processing gear tooth profile.
According to the type of gear to be processed
Involute gear cutter
(1) Processing cylindrical gear cutters: such as gear milling cutters, broaches, hobs, gear shapers, gear shaving cutters, etc.;
(2) Machining worm gear tools: such as worm gear hobs, fly cutters, worm gear razors, etc.;
(3) Machining bevel gear tools: such as gear planers, bevel gear milling cutters, etc.;
Non-involute tooth tool
Such as cycloid gear cutter, spline hob, sprocket hob, etc.
7. Automatic line and CNC machine tools
CNC tools have formed three major systems: turning tool systems, drilling tool systems and boring and milling tool systems.
Turning tools: Divided into external circle, internal hole, external thread, internal thread, grooving, cutting end face, cutting end face ring groove, cutting, etc.
Drilling tools: small holes, short holes, deep holes, tapping, reaming, etc.
Boring tools: divided into rough boring, fine boring and other tools,
Milling tools: face milling, vertical milling, three-face milling and other tools.
Widely used in: CNC machine tools (CNC), machining centers (MC), flexible manufacturing cells (FMC) and flexible manufacturing (FMS).
Cutting tools are often divided into turning tools, hole processing tools, milling cutters, broaching tools, threading tools, gear tools, automatic lines, CNC machine tools and reamers according to their processing methods and specific uses.
Tools can also be classified in other ways,
For example, it can be divided into high-speed steel tools, cemented carbide tools, ceramic tools, cubic boron nitride (CBN) tools and diamond tools according to the materials used;
According to the structure, it is divided into integral tools, insert tools, machine clamp tools and composite tools, etc.;
According to whether it is standardized or not, it is divided into standard tools and non-standard tools.
(2) Introduction to commonly used tools
1 turning tool
The turning tool is the most widely used tool in metal cutting. It can process the outer circle, end plane, thread, inner hole on the lathe, and can also be used for grooving and cutting. The turning tool can be divided into integral turning tool, welding assembly turning tool and mechanical clamping blade turning tool in structure. Turning tools that mechanically clamp the blade can be divided into machine tool turning tools and indexable turning tools. The cutting performance of mechanical clamping tools is stable, and workers do not need to sharpen the tools, so it is more and more used in modern production.
2-hole machining tool
Hole machining tools can generally be divided into two categories:
One type is a tool for processing holes from solid materials. Commonly used are twist drills, center drills and deep hole drills;
The other is the tool for reprocessing the existing holes on the workpiece. Commonly used are reamers, reamers and boring tools.
3 milling cutter
Milling cutter is a widely used multi-blade rotary cutter, and there are many types. According to the purpose:
1) For processing planes, such as cylindrical face milling cutters, end milling cutters, etc.;
2) For processing grooves, such as end mills, T-shaped cutters and angle milling cutters;
3) Used for processing shaped surfaces, such as convex semicircular and concave semicircular milling cutters and milling cutters for processing other complex shaped surfaces. The productivity of milling is generally higher, and the surface roughness value of the machined surface is larger.
4 broaches
Broach is a multi-tooth tool with high machining accuracy and cutting efficiency. It is widely used in mass production and can process various internal and external surfaces. Broaches can be divided into a variety of internal broaches and external broaches according to the surface of the workpiece. When using a broach, in addition to selecting the rake angle and back angle of the tooth according to the workpiece material, and determining the size of the broach according to the size of the workpiece surface (such as the diameter of the round hole), two parameters need to be determined:
(1) Tooth lift angle af [that is, the difference between the radius or height of the front and rear teeth (or tooth groups)];
(2) Tooth pitch p [that is, the axial distance between two adjacent teeth].
5 thread cutter
Thread can be processed by cutting method and rolling method.
6 gear cutter
Gear cutters are cutters used to process gear tooth profiles. According to the working principle of the cutter, gears are divided into forming gear cutters and generating gear cutters. Commonly used forming gear cutters include disk gear milling cutters and finger gear cutters. Commonly used generating gear cutters include gear shaper cutters, gear hobs and gear shaving cutters. When selecting gear hobs and gear shapers, pay attention to the following points:
(1) The basic parameters of the tool (modulus, tooth profile angle, addendum height coefficient, etc.) should be the same as the gear being machined.
(2) The accuracy level of the tool should be equivalent to that required by the gear being machined.
(3) The rotation direction of the tool should be as same as the rotation direction of the gear to be machined. When hobbing spur gears, a left-handed tooth knife is generally used.
7Automatic lines and CNC machine tools
Generally speaking, the cutting part of this type of tool is not much different from the general tool. It is just to adapt to the characteristics of CNC machine tools and automatic line processing, and higher requirements are put forward on them.
CNC tools have formed three major systems: turning tool systems, drilling tool systems and boring and milling tool systems.
(3) Types and applications of commonly used tools
1. Turning tool
1
There are the following types of turning tool tips commonly used:
(1) Rough turning tool: It is mainly used to cut a large number of excess parts to make the diameter of the workpiece close to the required size. The surface finish is not important during rough turning, so the tip of the turning tool can be ground into a sharp peak, but the peak usually has a small roundness to avoid breakage.
(2) Fine turning tool: This blade can be polished with oil stone to make a very smooth surface finish. Generally speaking, the round nose of fine turning tool is larger than that of rough turning tool.
(3)Round nose turning tool: It can be used for many different types of work. It is a common turning tool. Add WeChat: Yuki7557 and send a copy of the macro program tutorial. When the top surface is flattened, it can be turned left and right or used to turn brass. This turning tool can also form an arc surface on the shoulder corner, and can also be used as a fine turning tool.
(4) Cut-off turning tool: Only the end is used to cut the workpiece. This turning tool can be used to cut materials and turn grooves.
(5) Screw turning tool (tooth knife): used for turning screw or nut, 60 degree or 55 degree V-shaped tooth knife, 29 degree trapezoidal tooth knife, square tooth knife according to the thread form.
(6) Boring turning tool: used for turning drilled or cast holes. To achieve the goal of light system size or true straight hole surface.
(7) Side turning tool or side turning tool: used to turn the end face of the work object, the right turning tool is usually used at the end of the finishing axis, and the left turning tool is used to finish turning the left side of the shoulder.
2
Different blade shapes are used due to different processing methods of the workpiece, which can generally be divided into:
(1) Right-hand turning tool: Turn the outer diameter of the workpiece from right to left.
(2) Left-hand turning tool: Turn the outer diameter of the workpiece from left to right.
(3)Round nose turning tool: The blade is arc-shaped, which can be turned in the left and right directions, suitable for turning round corners or curved surfaces.
(4) Right turning tool: turning the right end face.
(5) Left turning tool: Turning the left end face.
(6) Cutting knife: used for cutting or grooving.
(7) Inner hole turning tool: used for turning inner hole.
(8) External thread turning tool: used for turning external thread.
(9) Internal thread turning tool: used for turning internal threads.
2. Hole machining tool
One type is a tool for processing holes from solid materials; the other type is a tool for reprocessing existing holes on the workpiece.
Commonly used drills mainly include twist drills, flat drills, center drills, deep hole drills and nest drills. Although reamers and countersink drills cannot drill holes in solid materials, they are customarily classified as drill bits.
The drill bit is a tool used to drill through holes or blind holes in solid materials, and to ream existing holes
According to the usage, the reamer includes hand reamer and machine reamer. Machine reamer can be divided into straight shank reamer and taper shank reamer. The hand type is straight-handled.
Reamers can be divided into many types according to different purposes. Therefore, there are many standards for reamers. Some of our more commonly used standards are GB/T1131 hand reamer, GB/T1132 straight shank machine reamer, GB/T1139 straight Morse taper reamer and so on.
The reamer is used to ream the drilled (or reamed) hole on the workpiece, mainly to improve the machining accuracy of the hole and reduce the roughness of its surface. It is a tool for the finishing and semi-finishing of the hole , The machining allowance is generally small, after the reamer processing
3. Milling cutter
Types and uses of milling cutters:
Generally divided into:
1. Flat-end milling cutter, rough milling, remove a lot of blanks, small area horizontal plane or contour finish milling;
2. Ball-end milling cutter, semi-finishing and finishing milling of curved surfaces; small cutters can finish milling small chamfers on steep surfaces/straight walls
3. The flat-end milling cutter has a chamfer, which can be used for rough milling to remove a large amount of blanks, and also for fine milling of small chamfers on the front face (relative to the steep surface).
4. Forming cutters, including chamfer cutters, T-shaped cutters or drum cutters, tooth-shaped cutters, and inner R cutters.
5. Chamfering cutter, the shape of the chamfering cutter is the same as the chamfering shape, and it is divided into milling cutters for round and chamfering.
6. T-shaped cutter, can mill T-shaped groove;
7. Tooth shape cutter, mill various tooth shapes, such as gears.
8. Rough leather cutter, rough milling cutter designed for aluminum-copper alloy cutting, can be processed quickly
4. Broach
The inner broach is used to process the surface of the inner hole of various contours. The name of the broach is generally determined by the shape of the processed hole, such as round hole broach, four- or six-square broach, keyway broach, and spline broach Wait.
The internal broach can also process spiral internal splines and internal gears. The bore diameter that can be processed by the inner broach is usually 10-120mm, and under special circumstances, it can be processed to 5-400mm. The broaching groove width is generally 3-100mm, and the length of the hole is generally not more than 3 times the diameter. Up to 2m.
The outer broach is used to process the outer surface of various roasting houses, such as planes, forming surfaces, flutes, complex tongues and tenons in steam turbines to replace the milling, planing, and grinding of these parts. It is especially suitable for use in automobiles, The surface of certain parts in mass production of motorcycles and tractors.
Broaches can be divided into two categories: integral type and combined type (assembly type) according to the mechanism. The inner broach of the center specification is made into an integral type, and the large-size inner broach and most of the outer broaches are mostly made of combined type. .
According to the material of the broach teeth, it is divided into: high-speed steel broach and cemented carbide broach.
According to the force of the broach studio, it is divided into broach and push knife.
5. Thread cutter
The thread cutter is used to machine the surface threads of the parts, and it has many forms.
According to the type, precision and production batch of threads, different methods and thread cutters can be used to process threads.
According to different processing methods, thread cutting tools can be divided into two categories: cutting method and rolling method.
Cutting thread tools: thread turning tools, taps, dies, thread milling cutters, thread cutting heads with automatic opening and closing.
Rolling thread processing tool: rolling wheel and rolling board.
6. Gear cutter
Gear tool refers to a tool for processing gear tooth profile.
According to the type of gear to be processed
Involute gear cutter
(1) Processing cylindrical gear cutters: such as gear milling cutters, broaches, hobs, gear shapers, gear shaving cutters, etc.;
(2) Machining worm gear tools: such as worm gear hobs, fly cutters, worm gear razors, etc.;
(3) Machining bevel gear tools: such as gear planers, bevel gear milling cutters, etc.;
Non-involute tooth tool
Such as cycloid gear cutter, spline hob, sprocket hob, etc.
7. Automatic line and CNC machine tools
CNC tools have formed three major systems: turning tool systems, drilling tool systems and boring and milling tool systems.
Turning tools: Divided into external circle, internal hole, external thread, internal thread, grooving, cutting end face, cutting end face ring groove, cutting, etc.
Drilling tools: small holes, short holes, deep holes, tapping, reaming, etc.
Boring tools: divided into rough boring, fine boring and other tools,
Milling tools: face milling, vertical milling, three-face milling and other tools.
Widely used in: CNC machine tools (CNC), machining centers (MC), flexible manufacturing cells (FMC) and flexible manufacturing (FMS).




